
Progettazione di stampi ad alta efficienza per imballaggi industriali
Nel settore degli imballaggi industriali, in particolare per secchi e contenitori da 5 a 20 litri, la vittoria o la sconfitta si decidono nel tempo di ciclo. Se il vostro secchio da 20 litri impiega 42 secondi a raffreddarsi, mentre quello della concorrenza ne impiega 40, state perdendo denaro a ogni singola stampata. Su una produzione di un milione di unità, quei due secondi rappresentano una piccola fortuna.
Noi di Xinkey sfruttiamo la nostra capacità di stampaggio a iniezione di 750 tonnellate e la nostra ingegneria specializzata per gli imballaggi per aiutare i nostri clienti a dominare i loro mercati. Ecco come realizziamo stampi "che generano profitto" per l'industria degli imballaggi.
Geometria di raffreddamento: il cuore della velocità. Gli stampi standard utilizzano semplici linee di raffreddamento. Per i secchi ad alta velocità, progettiamo circuiti di raffreddamento complessi e conformabili che avvolgono le cavità profonde. Utilizziamo materiali speciali ad alta conduttività termica nelle aree che accumulano più calore (come il punto di iniezione e il bordo inferiore). Il risultato? Una dissipazione del calore più rapida e un tempo di ciclo costantemente inferiore del 10-15% rispetto agli stampi standard. Resistenza a pareti sottili: combattere il rigonfiamento. I secchi industriali devono essere sufficientemente leggeri per ridurre i costi della resina, ma anche abbastanza robusti da poter essere impilati fino a quattro in un magazzino caldo. Ci concentriamo sulla uniformità dello spessore delle pareti. Anche una variazione di soli 0,05 mm su un secchio di grandi dimensioni può causarne l'inclinazione o la rottura sotto carico. La nostra lavorazione CNC di precisione garantisce che il nucleo e la cavità siano perfettamente centrati, offrendo un componente bilanciato che supera ogni test di caduta.
Progettati per durare. Gli stampi per imballaggi lavorano intensamente, 24 ore su 24, 7 giorni su 7. Realizziamo i nostri stampi per secchi utilizzando acciai temprati di alta qualità come H13 o 1.2344, trattati per resistere all'attrito ad alta velocità dell'iniezione rapida. I nostri stampi sono progettati per una facile manutenzione, il che significa che le parti soggette a usura possono essere sostituite direttamente in officina, senza dover riportare l'intero stampo in produzione.
La promessa di Xinkey per gli imballaggi: che abbiate bisogno di un robusto secchio per prodotti chimici o di un contenitore per alimenti dal design accattivante, vi offriamo la scala 750T e la competenza ingegneristica necessarie per rendere la vostra linea di produzione più efficiente. Non ci limitiamo a realizzare uno stampo per secchi; creiamo un vantaggio competitivo per la vostra azienda.
PER SAPERNE DI PIÙ
Perché non tagliamo più l'acciaio senza Moldflow
Siamo onesti: nel mondo dello stampaggio a iniezione, "riparare in seguito" è uno scenario da incubo. Se si aspetta che lo stampo sia sulla pressa per scoprire un enorme segno di ritiro o una deformazione, la battaglia è già persa. I costi di rilavorazione dell'acciaio e i ritardi nella spedizione possono compromettere il ROI di un progetto.
Ecco perché Moldflow non è solo uno "strumento sofisticato" per noi, ma la nostra polizza assicurativa. Ecco perché è irrinunciabile per qualsiasi progetto serio.
1. Basta "tentativi a caso" sui difetti
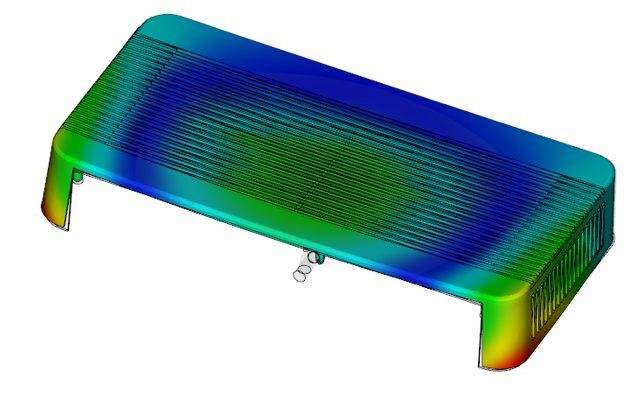
Ci siamo passati tutti: un pezzo sembra perfetto sul CAD, ma il campione fisico presenta una brutta linea di saldatura proprio su una superficie visibile. Moldflow ci permette di "vedere l'invisibile" prima ancora di toccare lo stampo. Stiamo parlando di individuare intrappolamenti d'aria, difetti di stampaggio e ritiri mentre il progetto è ancora in fase digitale. Correggere un modello 3D richiede minuti; correggere uno stampo in acciaio temprato richiede settimane (e migliaia di dollari).
2. Raggiungere il successo nella fase T0
L'obiettivo è sempre una prova T0 perfetta. Per arrivarci, non basta una semplice stima del posizionamento del punto di iniezione. Utilizziamo la simulazione per testare diversi scenari: cosa succede se spostiamo il punto di iniezione di 5 mm? Come influisce la configurazione del raffreddamento sul tempo di ciclo? Trovando la finestra di processo ottimale in anticipo, evitiamo ai nostri clienti l'infinito ciclo di tentativi ed errori durante la campionatura degli stampi.
3. Rimanere "sicuri per l'acciaio"
Prevedere il ritiro e la deformazione non è solo un esercizio matematico, ma significa rimanere "sicuri per l'acciaio". Non c'è niente di peggio che ricevere i primi campioni e rendersi conto che il pezzo si è deformato così tanto da non rientrare nelle specifiche, e aver già dovuto rimuovere tutto il metallo. Moldflow ci permette di integrare questi offset fin dalle prime fasi del progetto. Vi risparmia l'incubo di trovarvi a metà progetto quando vi accorgete che lo stampo è "inutilizzabile" e richiede costose saldature o una ricostruzione completa solo per ottenere una dimensione utilizzabile.
4. Coerenza tra una stampata e l'altra
Certo, chiunque può avere fortuna e ottenere un primo campione decente. Ma la coerenza su una produzione di 100.000 pezzi? Questa è la vera prova. Se il raffreddamento non è uniforme o il riempimento non è perfettamente bilanciato, dovrete "inseguire le dimensioni" per l'intera durata di produzione dello stampo. Moldflow ci aiuta a risolvere questi problemi garantendo che ogni cavità si comporti esattamente allo stesso modo. Che si tratti del primo tentativo o del 50.000°, il pezzo deve combaciare alla perfezione, soprattutto negli assemblaggi di alta precisione dove pochi micron fanno la differenza tra un successo e uno scarto.
5. Dati anziché "intuito"
A tutti è capitato di partecipare a riunioni in cui tre persone diverse avevano tre "intuizioni" diverse su dove posizionare il punto di iniezione. L'esperienza è fondamentale, ma la fisica non ha ego. Moldflow ci fornisce una tabella di marcia quantitativa basata su gradienti di pressione e curve termiche reali. Sposta la discussione da un soggettivo "penso che potrebbe funzionare" a un oggettivo "i dati dimostrano che funzionerà". Elimina le congetture, permettendoci di concentrarci sull'ingegneria.
In definitiva, Moldflow è la strategia definitiva per ridurre i rischi. Si tratta di comprimere quei cicli di sviluppo lunghi e complessi e di assicurarci che, quando finalmente premiamo il pulsante "Avvio ciclo", non ci limitiamo a incrociare le dita e sperare per il meglio. Non stiamo rischiando con il vostro budget, ma stiamo implementando un piano che è già stato testato con successo in un ambiente virtuale.
PER SAPERNE DI PIÙ
L'arte della linea di separazione: perché la progettazione degli stampi è molto più che una semplice divisione in due parti.
Nel mondo dello stampaggio a iniezione, la linea di separazione non è mai una semplice "divisione" casuale. È il punto di incontro cruciale in cui i vincoli ingegneristici incontrano le esigenze estetiche. Una superficie di separazione ben progettata non è solo funzionale, ma anche elegante, facile da lavorare e costruita per durare un milione di cicli.
Ottenere un risultato perfetto richiede una combinazione di fredda logica ingegneristica e anni di esperienza pratica in officina.
Innanzitutto, un breve ripasso:
La superficie di separazione: è il "punto di incontro" tra il lato A (cavità) e il lato B (anima). È l'interfaccia principale che definisce la geometria dello stampo.
La linea di separazione: è il segno distintivo lasciato sul pezzo finito. Per un ingegnere, è una mappa di come ha funzionato lo stampo; per un consumatore, dovrebbe essere il più invisibile possibile. La nostra filosofia è semplice: ottimizzare per lo stampaggio, semplificare per la lavorazione e progettare tenendo sempre sotto controllo il costo totale di proprietà.
Ecco come definiamo la nostra strategia per la linea di separazione.
Estetica e precisione: "Il testimone invisibile"
In un mondo ideale, la linea di separazione dovrebbe essere invisibile. Se l'utente finale riesce a percepire una sporgenza con l'unghia o a vedere una sbavatura fastidiosa, significa che abbiamo sbagliato la progettazione per la producibilità (DFM).
Nascondere il segno: evitiamo di posizionare le linee di separazione sulle superfici estetiche principali. Diamo la priorità a nasconderle in transizioni, nervature o scanalature decorative. Quando nascondere la linea non è possibile, spesso integriamo un gradino decorativo o una "linea d'ombra" nel design per camuffare la discrepanza.
Concentrare le caratteristiche di precisione: non dividere le geometrie ad alta tolleranza, come gradini di accoppiamento o fori concentrici, su entrambe le metà dello stampo. Mantienile su un solo lato per evitare l'inevitabile problema dello spostamento dello stampo e dell'accumulo di tolleranze.
Dividerle lungo la linea di separazione introduce errori di assemblaggio e problemi di concentricità.
Proteggere le zone funzionali: non tracciare mai una linea di separazione attraverso una superficie di tenuta o una filettatura di precisione. È una ricetta per perdite e guasti meccanici.
La priorità di sformatura: "Il distacco pulito"
Un pezzo che si blocca nello stampo è più di un fastidio: è un disastro produttivo.
Ricercare il profilo più ampio: dividiamo sempre lo stampo in corrispondenza della sezione trasversale massima del pezzo. Ciò garantisce che il pezzo si stacchi dall'acciaio senza interferenze.
Garantire che il lato B "aderisca" allo stampo: poiché il meccanismo di espulsione si trova sulla metà mobile, il pezzo deve rimanere in quella posizione quando lo stampo si apre. Riusciamo a ottenere questo risultato bilanciando attentamente la conicità e la texture, facendo in modo che il pezzo "afferri" il nucleo in modo da liberarsi dalla cavità ogni volta.
Eliminare le guide laterali: le azioni laterali (guide e sollevatori) aumentano i costi e la complessità. Cerchiamo sempre di ottimizzare la linea di separazione per eliminare la necessità di estrazioni laterali. Se proprio dobbiamo usarle, manteniamo la distanza di corsa breve e l'azione sul lato B.
Producibilità: lo stampo "traspirante"
Uno stampo che non può "respirare" fallirà. Utilizziamo la linea di separazione come i polmoni dello stampo.
Sfiato naturale: posizioniamo strategicamente la linea di separazione alla fine del flusso di fusione. Questo permette all'aria intrappolata di fuoriuscire naturalmente, prevenendo il temuto "effetto diesel" o le bruciature da gas che rovinano i pezzi.
Gestione di geometrie sottili: contrastare le variazioni di spessore delle pareti in pezzi sottili spesso richiede l'utilizzo di un piano di separazione conico o a gradini ad incastro. Questo blocca la geometria dell'utensile, mantenendo costante lo spessore nominale della parete e contrastando la tendenza del pezzo a deformarsi a "patatina" durante il raffreddamento.
Attrezzatura e CNC: mantenere la lavorabilità
La complessità è nemica del costruttore di stampi.
Evitare le "montagne russe": quando possibile, utilizziamo piani di separazione piani. Le superfici di separazione tortuose e multilivello possono sembrare interessanti in CAD, ma sono un incubo per le macchine CNC e ancora peggio per il "posizionamento" (a mano) durante l'assemblaggio.
Niente "acciaio sottile": evitiamo angoli vivi o lame d'acciaio sottili in prossimità della linea di separazione. Queste aree sono soggette a scheggiature o usura precoce, con conseguenti bave e costose riparazioni in futuro.
Aspetti economici: "Combattere la pressa"
Il modo in cui separiamo il pezzo influisce direttamente sul costo unitario.
Minimizzazione dell'ingombro: allineiamo la linea di separazione per ridurre al minimo l'area proiettata del pezzo rispetto alla direzione di serraggio. Un'area proiettata inferiore significa una minore forza di serraggio richiesta, il che significa che possiamo lavorare il vostro pezzo su una pressa più piccola ed economica.
Standardizzazione e semplificazione: una linea di separazione principale è sempre meglio di tre. Più semplice è l'utensile, minori saranno i costi di manutenzione e maggiore l'affidabilità.
Il fondo
In definitiva, la linea di separazione non è solo un segno su un pezzo, ma la firma della qualità ingegneristica che lo contraddistingue. Che si tratti di precisione di livello medicale o di beni di consumo ad alto volume, il modo in cui si esegue la separazione dello stampo determina il successo.
PER SAPERNE DI PIÙ
All'interno della stampa: uno sguardo reale al ciclo dello stampaggio a iniezione
Introduzione
Nella produzione moderna, lo stampaggio a iniezione è il pezzo pesante per pezzi di plastica di precisione ad alto volume. Ma per la maggior parte dei designer, la magia accade dietro porte in acciaio chiuse. Comprendere il meccanico “ battito cardiaco” della stampa è il primo passo verso un progetto che funziona effettivamente in laboratorio, non solo in una simulazione CAD.Ecco come il ciclo si rompe effettivamente:
Passaggio 1: Il blocco (serratura)
Prima che un singolo pellet di resina si muova, la stampa deve fissare lo strumento. Stiamo parlando di una forza massiccia qui, spesso centinaia di tonnellate, per impedire che il lato A e il lato B soffiniscano durante lo scatto.La Vista Pro: Don’ t sottovalutare la superficie. Se stai stampando una parte della dimensione di un piatto da pranzo, quella pressione interna sta combattendo per forzare lo stampo ad aprirsi. Senza abbastanza “ tonnellaggio” (forza di serramento), si ottiene flash - quella plastica disordinata sanguina che rovina i bordi della tua parte.Passaggio 2: Il colpo (iniezione)
Una volta che lo strumento è serrato strettamente, la vite avanza. Questo non è solo un semplice riempimento; si tratta di un impatto ad alta velocità di resina fusa attraverso l'ugello e nella geometria dello strumento.La sfida nascosta: ogni cavità dello stampo è già piena di aria. Mentre la plastica entra, l'aria ha bisogno di una strategia di uscita immediata. Ecco perché siamo ossessionati dalla ventilazione. Se quell'aria viene intrappolata e compressa, si riscalda istantaneamente, causando “ diesel” o quelle brutte macchie nere sulla tua parte finita.Passaggio 3: Aspetta (raffreddamento)
Il riempimento è finito. Ora inizia l'orologio. Il raffreddamento è di solito il “ tempo morto” nel ciclo, ma rappresenta circa il 70% del tempo totale del processo.Fisica al lavoro: siamo’ t solo lasciarlo seduto. Stiamo estraendo aggressivamente il calore attraverso linee idriche interne.La realtà del design: è qui che lo spessore uniforme della parete diventa il tuo migliore amico. Se una sezione della tua parte rimane calda mentre un'altra si congela, la parte letteralmente combatterà da sola mentre si restringe. Il risultato? Marche di lavandino o quella spaventosa deformazione che invia parti al cestino.Fase 4: Plastificazione - Preparare il prossimo colpo
La macchina è un master multitasker. Anche se la parte corrente si sta ancora solidificando nello stampo, la vite sta già facendo il backup per prepararsi a quello che succede.Cosa sta succedendo in realtà: sta masticando pellet grezzi dalla tramoggia, utilizzando una combinazione brutale di nastri di riscaldamento e attrito meccanico puro per preparare il prossimo “ sparato. ” Chiamiamo questo recupero della vite, e ottenere la velocità e la contropressione giusta è la salsa segreta per una densità di fusione costante.Passo 5: Espulsione - Il momento della verità
Una volta che la parte raggiunge la sua temperatura obiettivo e guadagna abbastanza strutturale “ spina dorsale, ” le crepe dello stampo si aprono.Il rilascio: è qui che i pin dell'ejettore - quelle minuscole dita meccaniche - spingono la parte fuori dal nucleo. Se i tuoi angoli di bozza sono’ t spot su, sentirete un “ crunch” oppure vedere tracce di trascinamento che rovinano una finitura perfettamente buona. È la prova definitiva del design del tuo strumento.Lo stampaggio a iniezione è’ Basta premere un pulsante e guardare le parti cadere in un cestino. È un delicato equilibrio tra temperatura, pressione e tempistica. Se salti la fase DFM (Design for Manufacturability), sei’ non solo rischiare una parte cattiva, stai rischiando l'intera cronologia di produzione.Passaggio 6: Post-Processo - Recupero di parti La strategia RunnerIl ciclo interno della macchina è finito, ma il lavoro non è fatto fino a quando la parte non è pronta. Che sia caduto in un cestino da raccolta o afferrato da un braccio robotico, la fase finale riguarda la separazione e la logistica. La Vista Pro: In uno standard “ corretore freddo” impostazione, la tua parte esce collegata a una plastica “ ponteggiatura” (Il corridore). Le tagliamo, e in un negozio sostenibile, queste corsie vengono immediatamente gettate in un granulatore per essere trasformate in rimucina. Questo riduce al minimo gli sprechi di materiale e riduce il costo delle parti. L'hack ad alto volume: se stai eseguendo milioni di unità, probabilmente ti direrremo verso un sistema Hot Runner. Mentre i runner caldi richiedono più capitale iniziale, semplificano il processo bypassando completamente il sistema di runner. Ottieni zero rottami e un tempo di ciclo molto più snello. Dopo un rapido peso e conteggio per l'accuratezza, li incastoniamo e li spostiamo, sulla strada verso la vostra struttura senza operazioni secondarie inutili.Hai un design complesso che ti sta dando mal di testa? Non aspettare di essere sul piano di fabbrica per trovare i difetti. Contatta il nostro team per un'analisi DFM in profondità, e facciamo funzionare il tuo progetto senza problemi come un sistema di hot runner.
PER SAPERNE DI PIÙ
I segreti ingegneristici degli stampi automatici ad alta velocità
Se stai fabbricando parti con filetti interni o esterni, come raccordi per tubazioni, tappi cosmetici o valvole industriali, sai che il “ disattivazione” La fase è il più grande collo di bottiglia nel ciclo di iniezione. In molti negozi standard, questo viene ancora fatto tramite svettatura manuale o lenti operazioni secondarie.In Xinkey Mould, vediamo il filettaggio non solo come una caratteristica, ma come un puzzle meccanico da automatizzare. Ecco perché la progettazione di un sistema di svitaglio automatico è l'investimento migliore per parti filettate ad alto volume.Il cuore guidato da ingranaggi: Rack e Pinion vs. Motori idraulici
Il nucleo di uno stampo svitato è il suo meccanismo di azionamento. Non c'è “ one-size-fits-all” soluzione qui.Rack and Pinion: per movimenti sincronizzati ad alta velocità, spesso progettiamo un sistema rack-and-pinion azionato dallo stampo; s colpo di apertura. È puramente meccanico e incredibilmente veloce.Motori idraulici o elettrici: quando il filetto è troppo lungo o richiede più rotazioni, integriamo motori di precisione.
Il segreto che Xinkey ha imparato da oltre 25 anni? È la sincronizzazione. Se il core non’ t ritirarsi allo stesso tasso esatto del passo del filetto, si spogliano i filetti di plastica prima che la parte anche lascia lo stampo. I nostri progettisti utilizzano la simulazione 3D per mappare questo “ viaggio-a-rotazione” rapporto al micron.Risolvere “ Frizione” incuboI nuclei filettati ruotano costantemente contro la cavità dello stampo. Questo crea massicci attriti e calore. Negozi di stampi standard spesso affrontare “ galling” (metal-on-metal seizure) dopo solo poche migliaia di colpi.Risolviamo questo scegliendo il giusto “ muscolo” per lo stampo. Utilizziamo acciaio indurito H13 o S136 per i nuclei rotanti, spesso trattati con rivestimenti specializzati a basso attrito (come DLC). Inoltre, progettiamo canali di raffreddamento interni all'interno del nucleo rotativo, un'impresa ingegneristica di alto livello che garantisce che la plastica si insiemi rapidamente e i fili rimangano croccanti, tiro dopo tiro.Il ROI: perché “ A buon mercato” Gli stampi ti costano di piùSpesso vediamo i clienti venire da noi dopo aver acquistato uno stampo più economico e manuale da svitare altrove. Hanno risparmiato 5.000 dollari sullo strumento, ma stanno spendendo 2.000 dollari ogni mese per manodopera e pezzi di rottamiento.Uno stampo di svitaglio automatico di Xinkey potrebbe avere un costo iniziale più alto, ma elimina l'intervento manuale. Rasando 5 secondi di un ciclo e eliminando la necessità di un operatore umano, lo stampo di solito si paga da solo entro i primi mesi di produzione.Il vantaggio di Xinkey
Quando ci inviate un file 3D per una parte filettata, i nostri 22 progettisti non’ Basta guardare la forma. Guardiamo il Pitch, la contrazione del materiale e il tempo del ciclo. Costruiamo strumenti che ti consentono di colpire “ Inizia” pulsante e lasciare che la macchina faccia il lavoro 24/7.
PER SAPERNE DI PIÙ
Perché lo stampaggio di bakelite è il “ Arte nera” del mondo degli strumenti
Se entri in un negozio di iniezione standard e chiedi uno stampo di bakelite (fenolico), la maggior parte ti rifiuterà. Perche'? Perché Bakelite è un “ Termosetto” materiale, gioca da un insieme completamente diverso di regole rispetto a standard ABS o PC.A Xinkey, abbiamo padroneggiato questo “ Arte nera” da oltre due decenni, supportando marchi come TeFaL con componenti resistenti al calore che non si sciogliono mai. Ecco cosa rende lo stampaggio di bakelite così difficile e come lo risolviamo.Non è raffreddamento; Si sta curandoLa plastica standard consiste nel scioglierla, spararla e raffreddarla. La bakelite è più come cucinare una torta. È necessario riscaldare lo stampo per innescare una reazione chimica (indurimento).Se la temperatura dello stampo è spenta di pochi gradi, la parte sarà “ sottocotto” (fragile) o “ sopra-cotto” (bruciato). Integriamo cartuccie di riscaldamento specializzate ad alta efficienza nei nostri progetti 3D per garantire che il profilo termico sia perfettamente uniforme su tutta la cavità.La battaglia contro l’outgassing
Quando la bakelite guarisce, rilascia un sacco di gas. Se quel gas viene intrappolato, si ottiene “ vuoti” o bruciare segni sulla superficie. La maggior parte dei negozi fallisce qui perché usano la ventilazione standard.A Xinkey, i nostri progettisti ingegnerizzano “ ventilazione aggressiva” canali. Questi sono spazi microscopici (a volte solo 0,01 mm) che sono abbastanza larghi per far scappare il gas ma abbastanza stretti da evitare “ flash” (plastica trapelata). È un margine di errore sottile come un rasoio che richiede 25 anni di esperienza per ottenere il giusto.The “ Carta da schermo” EffettoLa bakelite è abrasiva. Mangia attraverso l'acciaio morbido come carta da schermo. Ecco perché non usiamo mai P20 o acciai economici per questi progetti. Utilizziamo esclusivamente acciaio indurito H13 o S136, spesso con rivestimenti specializzati, per garantire che lo stampo possa gestire 500.000 colpi senza arrotondare i bordi.Don’ t fidatevi dei vostri progetti ad alto calore a un negozio che “ pensa di poterlo fare.” Fidatevi di un team che ha vissuto e respirato ingegneria termorigida per 25 anni.
PER SAPERNE DI PIÙ




