
Entwicklung hocheffizienter Formen für industrielle Verpackungen
In der industriellen Verpackungsindustrie – insbesondere bei Eimern und Behältern von 5 bis 20 Litern – entscheidet die Zykluszeit über Erfolg oder Misserfolg. Benötigt Ihr 20-Liter-Eimer 42 Sekunden zum Abkühlen, während der Ihres Wettbewerbers nur 40 Sekunden benötigt, verlieren Sie bei jedem einzelnen Produktionslauf Geld. Bei einer Produktionsmenge von einer Million Einheiten machen diese zwei Sekunden einen erheblichen Unterschied aus.
Wir bei Xinkey nutzen unsere 750-Tonnen-Spritzgießkapazität und unser spezialisiertes Verpackungs-Engineering, um unseren Kunden zum Marktführer zu verhelfen. So entwickeln wir gewinnbringende Formen für die Verpackungsindustrie.
Kühlgeometrie: Der Schlüssel zu Geschwindigkeit. Standardformen verwenden einfache Kühlleitungen. Für Hochgeschwindigkeitsbehälter entwickeln wir komplexe, konturnahe Kühlkreisläufe, die die tiefen Kavitätenkerne umschließen. In den Bereichen mit der höchsten Wärmespeicherung (wie Anguss und Bodenrand) verwenden wir spezielle Materialien mit hoher Wärmeleitfähigkeit. Das Ergebnis? Schnellere Wärmeableitung und eine Zykluszeit, die konstant 10–15 % kürzer ist als bei Standardwerkzeugen. Dünnwandige Stabilität: Schutz vor Ausbeulungen. Industrieeimer müssen leicht genug sein, um Harzkosten zu sparen, aber gleichzeitig stabil genug, um in einem heißen Lager vierfach gestapelt werden zu können. Wir legen Wert auf gleichmäßige Wandstärke. Selbst eine Abweichung von nur 0,05 mm bei einem großen Eimer kann zum Kippen oder Versagen unter Last führen. Unsere präzise CNC-Bearbeitung gewährleistet die perfekte Zentrierung von Kern und Kavität und liefert Ihnen so ein ausbalanciertes Bauteil, das jeden Falltest besteht.
Für den Dauereinsatz entwickelt: Verpackungsformen sind im Dauerbetrieb – 24 Stunden am Tag, 7 Tage die Woche. Wir fertigen unsere Eimerformen aus hochwertigen, gehärteten Stählen wie H13 oder 1.2344, die so behandelt sind, dass sie der hohen Reibung beim Schnellspritzgießen standhalten. Unsere Formen sind wartungsfreundlich konstruiert. Verschleißteile können direkt vor Ort ausgetauscht werden, ohne die gesamte Form zurück in die Werkstatt bringen zu müssen.
Für den Dauereinsatz entwickelt: Verpackungsformen laufen im Dauerbetrieb – 24 Stunden am Tag, 7 Tage die Woche. Xinkeys Verpackungsversprechen: Ob Sie einen robusten Chemikalienbehälter oder einen ästhetisch ansprechenden Lebensmittelbehälter benötigen – wir bieten die Produktionskapazität von 750 Tonnen und das technische Know-how, um Ihre Produktionslinie effizienter zu gestalten. Wir fertigen nicht einfach nur Behälterformen, sondern verschaffen Ihrem Unternehmen einen entscheidenden Wettbewerbsvorteil.
MEHR LESEN
Warum wir Stahl nicht mehr ohne Moldflow schneiden
Seien wir ehrlich: In der Spritzgusstechnik ist „spätere Korrekturen“ ein Albtraum. Wenn man erst auf der Presse eine massive Einfallstelle oder einen Verzug entdeckt, ist das Projekt bereits gescheitert. Die Kosten für das Nachschneiden des Stahls und die Lieferverzögerungen können die Rentabilität eines Projekts zunichtemachen.
Genau deshalb ist Moldflow für uns nicht nur ein „tolles Werkzeug“ – es ist unsere Versicherung. Hier erfahren Sie, warum es für jedes ernsthafte Projekt unverzichtbar ist.
1. Schluss mit dem Rätselraten bei Fehlern
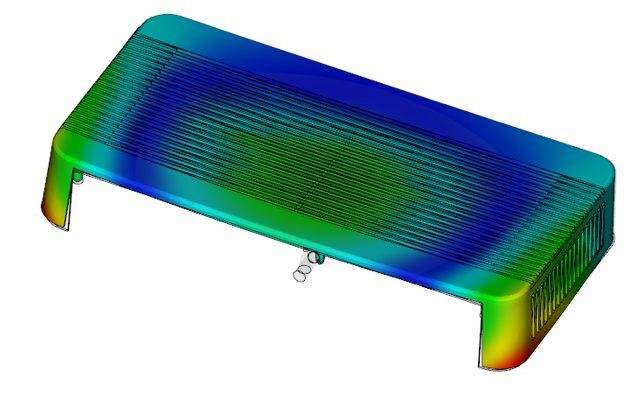
Wir kennen das alle: Ein Teil sieht in der CAD-Zeichnung perfekt aus, aber das physische Muster weist eine unschöne Schweißnaht mitten auf der sichtbaren Oberfläche auf. Mit Moldflow können wir das „Unsichtbare“ sehen, bevor wir das Werkzeug überhaupt berühren. Wir sprechen davon, Lufteinschlüsse, unvollständige Füllungen und Einfallstellen zu erkennen, solange das Design noch digital ist. Die Korrektur eines 3D-Modells dauert nur Minuten; die Korrektur einer gehärteten Stahlform hingegen Wochen (und Tausende von Dollar).
2. Den perfekten T0-Test durchführen
Das Ziel ist immer ein perfekter T0-Test. Um dies zu erreichen, reicht eine gute Schätzung der Angussplatzierung nicht aus. Wir nutzen Simulationen, um verschiedene Szenarien zu testen: Was passiert, wenn wir den Anguss um 5 mm verschieben? Wie beeinflusst die Kühlungsanordnung die Zykluszeit? Indem wir das optimale Prozessfenster frühzeitig ermitteln, ersparen wir unseren Kunden die endlose Versuch-und-Irrtum-Schleife bei der Formbemusterung.
3. Stahlsicherheit gewährleisten
Die Vorhersage von Schwindung und Verzug ist nicht nur eine mathematische Übung – es geht darum, die Stahlsicherheit zu gewährleisten. Nichts ist ärgerlicher, als die ersten Muster zurückzubekommen und festzustellen, dass das Teil so stark verzogen ist, dass es außerhalb der Spezifikation liegt und man bereits das gesamte Material abgetragen hat. Moldflow ermöglicht es uns, diese Abweichungen frühzeitig zu berücksichtigen. So vermeiden Sie den Schock mitten im Projekt, wenn Sie feststellen, dass die Form unbrauchbar ist und teure Schweißarbeiten oder ein kompletter Neuaufbau nötig sind, nur um ein brauchbares Maß zu erhalten.
4. Gleichbleibende Qualität von Schuss zu Schuss
Klar, jeder kann mal Glück haben und ein brauchbares erstes Muster hinbekommen. Aber die Konsistenz über eine Serie von 100.000 Teilen? Das ist die wahre Herausforderung. Wenn Ihre Kühlung nicht gleichmäßig oder Ihre Füllung nicht perfekt ausbalanciert ist, werden Sie während der gesamten Produktionslebensdauer des Werkzeugs ständig den Maßen hinterherjagen. Moldflow hilft uns, diese Probleme zu beheben, indem sichergestellt wird, dass sich jede Kavität exakt gleich verhält. Ob erster oder 50.000. Versuch – das Teil muss passen. Besonders bei hochpräzisen Baugruppen, wo wenige Mikrometer über Erfolg oder Ausschuss entscheiden.
5. Daten statt Bauchgefühl
Wir alle kennen Meetings, in denen drei verschiedene Personen drei unterschiedliche „Bauchgefühle“ zur Position des Angusses haben. Erfahrung ist wichtig, aber die Physik kennt kein Ego. Moldflow liefert uns einen quantitativen Fahrplan basierend auf tatsächlichen Druckgradienten und Temperaturkurven. Es verschiebt die Diskussion von einem subjektiven „Ich denke, das könnte funktionieren“ zu einem objektiven „Die Daten zeigen, dass es funktionieren wird“. Es beseitigt das Rätselraten, sodass wir uns auf die Konstruktion konzentrieren können. Letztendlich ist Moldflow Ihre ultimative Strategie zur Risikominimierung. Es geht darum, diese langwierigen Entwicklungszyklen zu verkürzen und sicherzustellen, dass wir, wenn wir endlich auf „Zyklusstart“ klicken, nicht einfach nur auf das Beste hoffen. Wir riskieren nicht Ihr Budget – wir setzen einen Plan um, der sich bereits in einer virtuellen Umgebung bewährt hat.
MEHR LESEN
Die Kunst der Trennlinie: Warum Formenbau mehr ist als nur das Teilen eines Teils
In der Welt des Spritzgießens ist die Trennebene niemals einfach nur eine zufällige „Teilung“. Sie ist der entscheidende Schnittpunkt, an dem technische Anforderungen auf ästhetische Ansprüche treffen. Eine gut gestaltete Trennfläche ist nicht nur funktional – sie ist elegant, leicht zu bearbeiten und für eine Lebensdauer von einer Million Zyklen ausgelegt.
Um sie optimal zu gestalten, bedarf es einer Kombination aus nüchterner technischer Logik und jahrelanger praktischer Erfahrung in der Fertigung.
Zunächst eine kurze Auffrischung:
Die Trennfläche: Sie bildet die „Verbindung“ zwischen der A-Seite (Formhohlraum) und der B-Seite (Kern). Sie ist die primäre Schnittstelle, die die Geometrie des Werkzeugs definiert.
Die Trennlinie: Sie ist die sichtbare Markierung auf dem fertigen Bauteil. Für einen Ingenieur ist sie eine Art Karte, die die Funktionsweise des Werkzeugs dokumentiert. Für den Verbraucher sollte die Trennlinie so unsichtbar wie möglich sein.
Unsere Philosophie ist einfach: Wir optimieren die Entformung, vereinfachen die Bearbeitung und achten stets auf die Gesamtbetriebskosten.
So gestalten wir die Trennlinienstrategie:
Ästhetik & Präzision: „Der unsichtbare Zeuge“
Im Idealfall ist die Trennlinie unsichtbar. Wenn der Endverbraucher eine Kante mit dem Fingernagel spürt oder einen störenden Grat sieht, haben wir unser Ziel beim Design for Manufacturing (DFM) verfehlt.
Trennlinie verbergen: Wir vermeiden Trennlinien auf primären Oberflächen. Wir priorisieren das Verstecken in Übergängen, Rippen oder Ziernuten. Ist das Verstecken nicht möglich, integrieren wir oft eine Zierstufe oder eine Schattenlinie in das Design, um die Unebenheit zu kaschieren.
Präzisionsmerkmale konzentrieren: Geometrien mit hohen Toleranzen – wie Passstufen oder konzentrische Bohrungen – sollten nicht auf beide Hälften verteilt werden. Platzieren Sie diese auf einer Seite, um die unvermeidlichen Probleme von Formverschiebungen und Toleranzanhäufungen zu vermeiden.
Das Teilen entlang der Trennlinie führt zu Montagefehlern und Problemen mit der Konzentrizität.
Funktionsbereiche schützen: Führen Sie niemals eine Trennlinie durch eine Dichtfläche oder ein Präzisionsgewinde. Dies führt unweigerlich zu Undichtigkeiten und mechanischen Ausfällen.
Priorität beim Entformen: Sauberes Entformen
Ein im Werkzeug hängen bleibendes Teil ist mehr als nur ärgerlich – es ist ein Produktionsausfall.
Maximales Profil anstreben: Wir teilen die Form immer am maximalen Querschnitt des Teils. Dadurch wird sichergestellt, dass das Teil den Stahl ohne Behinderung passiert.
Sicherstellen des festen Halts der B-Seite: Da sich die Auswerfermechanik auf der beweglichen Hälfte befindet, muss das Formteil dort bleiben, wenn sich die Form öffnet. Dies erreichen wir durch eine sorgfältige Abstimmung von Entformungsschräge und Oberflächenstruktur – wir sorgen dafür, dass das Formteil den Kern sicher umschließt und die Kavität jedes Mal vollständig verlässt.
Vermeiden Sie Seitenauswerfer: Seitliche Auswerfer (Schieber und Auswerfer) verursachen zusätzliche Kosten und Komplexität. Wir suchen stets nach Möglichkeiten, die Trennlinie so zu optimieren, dass auf seitliche Auswerfer verzichtet werden kann. Sollten wir sie dennoch verwenden müssen, halten wir den Verfahrweg kurz und die Auswerferbewegung auf der B-Seite.
Herstellungsfähigkeit: Die „Atmungsaktive Form“
Eine Form, die nicht „atmen“ kann, versagt. Wir nutzen die Trennlinie als die „Lunge“ des Werkzeugs.
Natürliche Entlüftung: Wir platzieren die Trennebene strategisch am Ende des Schmelzflusses. Dadurch kann eingeschlossene Luft auf natürliche Weise entweichen, wodurch das gefürchtete „Diesel-Effekt“ oder Gasverbrennungen, die Bauteile beschädigen können, verhindert werden.
Management dünner Geometrien: Um Wandstärkenschwankungen bei dünnen Bauteilen zu vermeiden, ist oft der Einsatz einer konischen oder ineinandergreifenden „gestuften“ Trennebene erforderlich. Dies fixiert die Werkzeuggeometrie, sorgt für eine gleichbleibende Wandstärke und verhindert das Absplittern (Verziehen) des Bauteils während der Abkühlung.
Werkzeugbau & CNC: Optimale Bearbeitbarkeit gewährleisten
Komplexität ist der Feind des Formenbauers.
Vermeiden Sie den „Wackelpfad“: Wir verwenden nach Möglichkeit ebene Trennebenen. Verdrehte, mehrstufige Trennflächen sehen in CAD-Zeichnungen zwar gut aus, sind aber für CNC-Maschinen eine echte Herausforderung und die manuelle Anpassung (Punktmontage) bei der Montage noch schwieriger.
Keine dünnen Stahlkanten: Wir vermeiden scharfe Kanten oder dünne Stahlkanten in der Nähe der Trennlinie. Diese Bereiche neigen zu Absplitterungen oder vorzeitigem Verschleiß, was zu Gratbildung und teuren Reparaturen führen kann.
Wirtschaftlichkeit: „Optimierung der Pressenkosten“
Die Art und Weise, wie wir das Teil trennen, beeinflusst direkt die Stückkosten.
Minimierung des Platzbedarfs: Wir richten die Trennlinie so aus, dass die projizierte Fläche des Teils in Bezug auf die Spannrichtung minimiert wird. Eine geringere projizierte Fläche bedeutet eine geringere benötigte Presskraft – wir können Ihr Teil also auf einer kleineren, kostengünstigeren Presse fertigen.
Standardisieren und vereinfachen: Eine Haupttrennlinie ist immer besser als drei. Je einfacher das Werkzeug, desto geringer die Wartungskosten und desto höher die Zuverlässigkeit.
Das Fazit: Letztendlich ist eine Trennlinie nicht nur eine Markierung auf einem Werkstück – sie ist ein Indiz für die dahinterstehende Konstruktionsqualität. Ob Sie nun Präzisionsteile für medizinische Anwendungen oder Konsumgüter in großen Stückzahlen benötigen: Die Art und Weise, wie Sie Ihre Form teilen, entscheidet über Ihren Erfolg.
MEHR LESEN
Inside the Press: Ein realer Blick auf den Spritzgießzyklus
Einführung
In der modernen Fertigung ist Spritzgießen der schwere Schläger für hochvolumige, präzise Kunststoffteile. Aber für die meisten Designer geschieht die Magie hinter geschlossenen Stahltüren. Verständnis der mechanischen “ Herzschlag” der Presse ist der erste Schritt in Richtung eines Designs, das tatsächlich auf der Werkstatt funktioniert, nicht nur in einer CAD-Simulation.So bricht der Zyklus tatsächlich ab:
Schritt 1: Die Verriegelung (Klemmen)
Bevor sich ein einzelnes Harzpellet bewegt, muss die Presse das Werkzeug sichern. Wir sprechen hier von massiver Kraft - oft Hunderte von Tonnen - um zu verhindern, dass die A-Seite und die B-Seite während des Schusses auseinanderblasen.Die Pro-Ansicht: Don’ t die Oberfläche unterschätzen. Wenn Sie ein Teil in der Größe eines Essplatts formen, kämpft dieser innere Druck, um die Form zu öffnen. Nicht genug “ Tonnage” (Klemmkraft), bekommen Sie Blitz - diese chaotische Plastikblutung, die die Kanten Ihres Teils ruiniert.Schritt 2: Der Schuss (Injektion)
Sobald das Werkzeug fest eingespannt ist, treibt die Schraube nach vorne. Dies ist nicht nur eine einfache Füllung; es ist ein Hochgeschwindigkeitsrahmen von geschmolzenem Harz durch die Düse und in die Geometrie des Werkzeugs.Die versteckte Herausforderung: Jede Formhohle ist bereits voller Luft. Wenn der Plastik einschlägt, braucht diese Luft eine sofortige Austrittsstrategie. Deshalb sind wir obsessiv über Entlüftung. Wenn diese Luft gefangen und komprimiert wird, erwärmt sie sich sofort und verursacht “ Diesel” oder diese hässlichen schwarzen Verbrennungen auf Ihrem fertigen Teil.Schritt 3: Warten (Kühlung)
Füllen ist fertig. Nun beginnt die Uhr. Kühlung ist in der Regel die “ Tote Zeit” im Zyklus, aber es macht etwa 70% der gesamten Prozesszeit aus.Physik am Arbeitsplatz: Wir sind’ t einfach sitzen lassen. Wir ziehen aggressiv Wärme über interne Wasserleitungen aus.Die Realität des Designs: Hier wird eine einheitliche Wandstärke zu Ihrem besten Freund. Wenn ein Teil Ihres Teils heiß bleibt, während ein anderer einfriert, wird sich der Teil buchstäblich selbst bekämpfen, während er schrumpft. Das Ergebnis? Spülspuren oder diese gefürchtete Verformung, die Teile in den Schrottbin schickt.Schritt 4: Plastifizieren - Vorbereitung des nächsten Schusses
Die Maschine ist ein Master-Multitasker. Auch während das aktuelle Teil noch in der Form erstarrt, stützt sich die Schraube bereits auf das nächste vor.Was tatsächlich passiert: Es kaut durch rohe Pellets aus dem Trichter, mit einer brutalen Kombination aus Heizbanden und reiner mechanischer Scherreibung, um die nächste “ erschossen. ” Wir nennen dies Schraubenrückgewinnung, und die richtige Geschwindigkeit und Gegendruck ist die Geheimsauce für eine konsistente Schmelzendichte.Schritt 5: Ejektion - Der Moment der Wahrheit
Sobald das Teil seine Zieltemperatur erreicht und genügend strukturelle “ Rückgrat,” Die Schimmel reißt sich auf.Die Freisetzung: Hier schieben die Ejektorstifte - diese winzigen mechanischen Finger - das Teil vom Kern ab. Wenn Ihre Entwurfswinkel’ t spot auf, werden Sie ein “ Crunch” oder Drag-Markierungen sehen, die ein perfekt gutes Finish ruinieren. Es ist der ultimative Test des Designs Ihres Werkzeugs.Spritzgießen ist’ Es geht nur darum, einen Knopf zu drücken und zu beobachten, wie Teile in einen Müll fallen. Es ist ein zartes Gleichgewicht zwischen Temperatur, Druck und Timing. Wenn Sie die DFM-Stufe (Design for Manufacturability) überspringen, sind Sie’ Sie riskieren nicht nur einen schlechten Teil – Sie riskieren Ihre gesamte Produktionszeit.Schritt 6: Nachbearbeitung – Teilewiederherstellung Die Runner-StrategieDer innere Zyklus der Maschine ist vorbei, aber die Arbeit ist nicht erledigt, bis das Teil regalfertig ist. Ob es in einen Sammelkorb gefallen ist oder von einem Roboterarm geschnappt wird, in der letzten Phase geht es um Trennung und Logistik. Die Pro-Ansicht: In einem Standard “ kalter Laufer” Setup, Ihr Teil kommt an einem Kunststoff befestigt “ gerüst” (Der Runner) Wir schneiden diese ab, und in einem nachhaltigen Shop werden diese Läufer sofort in einen Granulator geworfen, um sie in ein Nachschleifen umzuwandeln. Dies minimiert Materialabfall und hält Ihre Teilekosten niedrig. Der High-Volume-Hack: Wenn Sie Millionen von Einheiten ausführen, würden wir Sie wahrscheinlich zu einem Hot Runner-System führen. Während heiße Läufer mehr Vorkapital verlangen, rationalisieren sie den Prozess, indem sie das Läufersystem vollständig umgehen. Sie erhalten Null Schrott und eine viel schlankere Zykluszeit. Nach einer schnellen Abwägung und Zählung für Genauigkeit verpacken wir sie und bewegen sie – auf dem Weg zu Ihrer Anlage ohne unnötige Sekundäroperationen.Sie haben ein komplexes Design, das Ihnen Kopfschmerzen verursacht? Warten Sie nicht, bis Sie auf der Werkstatt sind, um die Mängel zu finden. Wenden Sie sich an unser Team für eine tiefgreifende DFM-Analyse und lassen Sie Ihr Projekt so reibungslos laufen wie ein Hot Runner-System.
MEHR LESEN
Die Ingenieurgeheimnisse von Hochgeschwindigkeitsautomatischen Abschraubformen
Wenn Sie Teile mit Innen- oder Außengewinden wie Rohrverbindungen, Kosmetikkappen oder Industrieventilen herstellen, wissen Sie, dass die “ Unthreading” Phase ist der größte Engpässe im Injektionszyklus. In vielen Standardgeschäften erfolgt dies immer noch durch manuelles Aufschrauben oder langsame, sekundäre Operationen.Bei Xinkey Mould sehen wir das Gewinde nicht nur als eine Funktion, sondern als ein mechanisches Puzzle, das automatisiert werden muss. Aus diesem Grund ist die Konstruktion eines automatischen Aufschraubensystems die beste Investition für Gewindeteile mit hohem Volumen.Das getriebene Herz: Rack und Pinion vs. Hydraulikmotoren
Der Kern einer Aufschraubform ist sein Antriebsmechanismus. Es gibt keine “ one-size-fits-all” Lösung hier.Rack und Ritzel: Für schnelle, synchronisierte Bewegungen entwerfen wir oft ein Rack-and-Ritzel-System, das von der Form angetrieben wird. s Öffnungsstrug. Es ist rein mechanisch und unglaublich schnell.Hydraulik- oder Elektromotoren: Wenn das Gewinde zu lang ist oder mehrere Drehungen erfordert, integrieren wir Präzisionsmotoren.
Das Geheimnis Xinkey hat über 25 Jahre gelernt? Es ist die Synchronisierung. Wenn der Kern nicht’ t sich mit genau der gleichen Geschwindigkeit wie die Fadenhöhe zurückziehen, entfernen Sie die Plastikfäden, bevor das Teil sogar die Form verlässt. Unsere Designer verwenden eine 3D-Simulation, um diese “ Reise-zur-Rotation” Verhältnis zum Mikron.Lösung des “ Reibung” AlptraumGewindekerne drehen sich ständig gegen den Formhohlraum. Dies verursacht massive Reibung und Wärme. Standard-Schimmel-Shops oft Gesicht “ galling” (Metall-auf-Metall-Griff) nach nur wenigen tausend Schüssen.Wir lösen dies, indem wir die richtige “ Muskel” für die Form. Für die rotierenden Kerne verwenden wir gehärteten Stahl H13 oder S136, der oft mit speziellen reibungsarmen Beschichtungen (wie DLC) behandelt wird. Darüber hinaus entwerfen wir interne Kühlkanäle innerhalb des rotierenden Kerns - eine hochkarätige technische Leistung, die sicherstellt, dass der Kunststoff schnell setzt und die Fäden knackig bleiben, Schuss nach Schuss.Der ROI: Warum “ Günstig” Formen kosten Sie mehrWir sehen oft Kunden zu uns kommen, nachdem sie eine billigere, manuelle Abschraubform anderswo gekauft haben. Sie sparten 5.000 Dollar für das Werkzeug, geben jedoch jeden Monat 2.000 Dollar für Arbeits- und Schrottteile aus.Eine automatische Abschraubform von Xinkey kann höhere Vorkosten haben, beseitigt jedoch manuelle Eingriffe. Durch das Rasieren von 5 Sekunden ab einem Zyklus und das Entfernen der Notwendigkeit eines menschlichen Bedieners zahlt sich die Form in der Regel innerhalb der ersten Monate der Produktion für sich selbst aus.Der Xinkey Vorteil
Wenn Sie uns eine 3D-Datei für ein Gewindeteil senden, don’ Schauen Sie sich einfach die Form an. Wir betrachten die Pitch, die Materialschrumpfung und die Zykluszeit. Wir bauen Werkzeuge, mit denen Sie die “ Start” Schaltfläche und lassen Sie die Maschine die Arbeit 24/7 erledigen.
MEHR LESEN
Warum Bakelite Molding das “ Schwarze Kunst” von der Werkzeugwelt
Wenn Sie in eine Standard-Injektionswerkstatt gehen und nach einer Bakelit-Form (Phenol) fragen, werden die meisten Sie ablehnen. Und warum? Weil Bakelite ein “ Thermoset” Material, es spielt nach einem völlig anderen Satz von Regeln als Standard ABS oder PC.Bei Xinkey haben wir dieses “ Schwarze Kunst” seit über zwei Jahrzehnten unterstützen wir Marken wie TeFaL mit hitzebeständigen Komponenten, die niemals schmelzen. Hier ist, was Bakelit Forming so schwierig macht - und wie wir es lösen.Es kühlt nicht; Es heiltStandardplastik geht darum, es zu schmelzen, zu schießen und abkühlen. Bakelite ist eher wie ein Kuchen zu backen. Sie müssen die Form aufheizen, um eine chemische Reaktion (Aushärtung) auszulösen.Wenn Ihre Formentemperatur nur um ein paar Grad abgeschaltet ist, wird das Teil “ untergekocht” (brüchlich) oder “ übergebacken” (verbrannt). Wir integrieren spezialisierte hocheffiziente Heizpatronen in unsere 3D-Designs, um sicherzustellen, dass das thermische Profil über den gesamten Hohlraum hinweg perfekt gleichmäßig ist.Der Kampf gegen die Ausgasung
Wenn Bakelit heilt, setzt es viel Gas frei. Wenn dieses Gas gefangen wird, bekommen Sie “ Leeren” oder brennen Spuren auf der Oberfläche. Die meisten Geschäfte scheitern hier, weil sie Standard-Belüftung verwenden.Bei Xinkey entwickeln unsere Designer “ aggressive Entlüftung” Kanäle. Dies sind mikroskopische Lücken (manchmal nur 0,01 mm), die breit genug sind, um Gas zu entfliehen, aber eng genug, um “ Flash” (ausgelecktes Plastik). Es ist eine rasierdünne Fehlergrenze, die 25 Jahre Erfahrung erfordert, um richtig zu sein.The “ Sandpapier” WirkungBakelit ist abrasiv. Es fresst durch weichen Stahl wie Sandpapier. Deshalb verwenden wir für diese Projekte niemals P20 oder billige Stähle. Wir verwenden ausschließlich gehärteten H13- oder S136-Stahl, oft mit spezialisierten Beschichtungen, um sicherzustellen, dass die Form 500.000 Schüsse verarbeiten kann, ohne dass die Kanten abgerundet werden.Don’ t vertrauen Sie Ihren Hochhitzeprojekten an einen Laden, der “ Ich denke, sie können es tun.” Vertrauen Sie einem Team, das seit 25 Jahren die Thermostatttechnik gelebt und angeatmet hat.
MEHR LESEN




