
Engenharia de moldes de alta eficiência para embalagens industriais.
Na embalagem industrial — especificamente para baldes e recipientes de 5L a 20L — o sucesso ou fracasso se dá no tempo de ciclo. Se o seu balde de 20L leva 42 segundos para esfriar, enquanto o do seu concorrente leva 40, você está perdendo dinheiro a cada injeção. Em uma produção de um milhão de unidades, esses dois segundos representam uma pequena fortuna.
Na Xinkey, utilizamos nossa capacidade de injeção de 750T e engenharia de embalagens especializada para ajudar nossos clientes a dominar seus mercados. Veja como construímos moldes que geram lucro para a indústria de embalagens.
Geometria de Resfriamento: O Coração da Velocidade. Os moldes padrão usam linhas de resfriamento básicas. Para baldes de alta velocidade, projetamos circuitos de resfriamento complexos e conformes que envolvem os núcleos de cavidade profunda. Usamos materiais especializados com alta condutividade térmica nas áreas que retêm mais calor (como o ponto de injeção e a borda inferior). O resultado? Dissipação de calor mais rápida e um tempo de ciclo consistentemente 10 a 15% mais rápido do que as ferramentas padrão.
Resistência de Parede Fina: Combatendo a "Protuberância" Baldes industriais precisam ser leves o suficiente para economizar nos custos de resina, mas resistentes o suficiente para serem empilhados em até quatro camadas em um armazém quente. Nosso foco é a consistência da espessura da parede. Mesmo uma variação de 0,05 mm em um balde grande pode causar inclinação ou falha sob carga. Nossa usinagem CNC de precisão garante que o núcleo e a cavidade estejam perfeitamente centrados, proporcionando uma peça balanceada que passa em todos os testes de queda.
Construídos para Longa Duração Os moldes de embalagens operam intensamente — 24 horas por dia, 7 dias por semana. Construímos nossos moldes de balde usando aços premium endurecidos, como H13 ou 1.2344, tratados para suportar o atrito de alta velocidade da injeção rápida. Nossos moldes são projetados para "fácil manutenção", o que significa que as peças de desgaste podem ser trocadas no local sem a necessidade de levar todo o molde de volta à fábrica.
A Promessa de Embalagens da Xinkey: Seja para um balde resistente a produtos químicos ou um recipiente estético para alimentos, oferecemos a escala de 750 toneladas e a expertise em engenharia para tornar sua linha de produção mais eficiente. Não construímos apenas um molde para balde; construímos uma vantagem competitiva para o seu negócio.
LEIA MAIS
Por que não cortamos mais aço sem Moldflow?
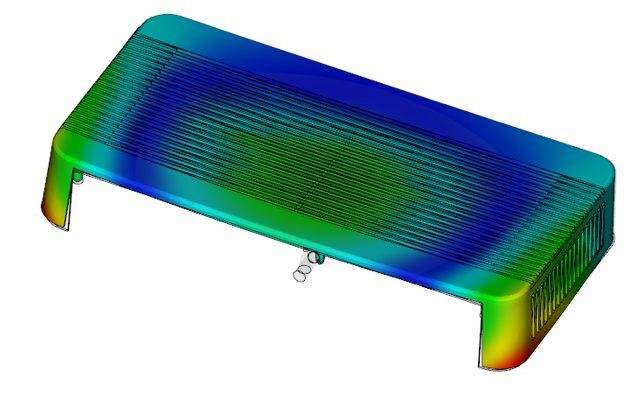
Sejamos honestos: no mundo da moldagem por injeção, "corrigir depois" é um cenário de pesadelo. Se você esperar até que o molde esteja na prensa para encontrar uma grande marca de afundamento ou empenamento, você já perdeu a batalha. Os custos de corte do aço e os atrasos no envio podem acabar com o ROI de um projeto.
É exatamente por isso que o Moldflow não é apenas uma "ferramenta sofisticada" para nós — é a nossa apólice de seguro. Veja por que ele é indispensável para qualquer projeto sério.
1. Chega de "adivinhar" defeitos
Todos nós já passamos por isso: uma peça parece ótima no CAD, mas a amostra física sai com uma linha de solda feia bem no meio de uma superfície visível. O Moldflow nos permite "ver o invisível" antes mesmo de tocarmos na ferramenta. Estamos falando de identificar bolhas de ar, falhas na injeção e marcas de afundamento enquanto o projeto ainda está em fase digital. Corrigir um modelo 3D leva minutos; corrigir um molde de aço temperado leva semanas (e milhares de dólares).
2. Alcançando o sucesso no teste T0
O objetivo é sempre um teste T0 perfeito. Para isso, você precisa de mais do que apenas um bom palpite sobre o posicionamento do ponto de injeção. Usamos simulação para testar diferentes cenários: E se movermos o ponto de injeção 5 mm? Como o layout de resfriamento afeta o tempo de ciclo? Ao encontrar a "janela de processo" ideal antecipadamente, evitamos que nossos clientes entrem no ciclo interminável de tentativa e erro durante a amostragem do molde.
3. Mantendo a segurança do aço
Prever a contração e a deformação não é apenas um exercício matemático — trata-se de manter a segurança do aço. Não há nada pior do que receber suas primeiras amostras e perceber que a peça deformou tanto que está fora das especificações, e você já removeu todo o metal. O Moldflow nos permite incorporar esses offsets desde o início. Ele evita aquele susto no meio do projeto quando você percebe que o molde está "inutilizável" e precisa de soldagem cara ou de uma reconstrução completa só para obter uma dimensão utilizável.
4. Consistência entre Injeções
Veja bem, qualquer um pode ter sorte e produzir uma primeira amostra decente. Mas consistência em uma produção de 100.000 peças? Esse é o verdadeiro teste. Se o resfriamento não for uniforme ou o preenchimento não estiver perfeitamente balanceado, você ficará "correndo atrás das dimensões" durante toda a vida útil da ferramenta. O Moldflow nos ajuda a resolver esses problemas, garantindo que cada cavidade se comporte exatamente da mesma maneira. Seja a primeira injeção ou a quinquagésima milésima, a peça precisa encaixar — especialmente em montagens de alta precisão, onde alguns mícrons fazem a diferença entre um sucesso e uma rejeição.
5. Dados em vez de "intuição"
Todos nós já participamos de reuniões onde três pessoas diferentes tinham três "intuições" diferentes sobre onde o ponto de injeção deveria ficar. A experiência é vital, mas a física não tem ego. O Moldflow nos fornece um roteiro quantitativo baseado em gradientes de pressão e curvas térmicas reais. Ele muda a conversa de um "acho que isso pode funcionar" subjetivo para um "os dados mostram que isso vai funcionar". Ele elimina as suposições da sala para que possamos nos concentrar na engenharia.
No final das contas, o Moldflow é a sua estratégia definitiva para reduzir riscos. Trata-se de comprimir esses ciclos de desenvolvimento dolorosos e garantir que, quando finalmente apertarmos o botão "Iniciar Ciclo" na impressora, não estejamos apenas cruzando os dedos e torcendo para que tudo dê certo. Não estamos arriscando seu orçamento — estamos executando um plano que já foi comprovado em um ambiente virtual.
LEIA MAIS
A Arte da Linha de Separação: Por que o Design de Moldes é Mais do que Apenas Dividir uma Peça
No mundo da moldagem por injeção, a linha de partição nunca é apenas uma "divisão" aleatória. É a interseção crucial onde as restrições de engenharia encontram as demandas estéticas. Uma superfície de partição bem projetada não é apenas funcional — é elegante, fácil de usinar e construída para uma vida útil de milhões de ciclos.
Acertar requer uma combinação de lógica de engenharia fria e anos de experiência prática na fábrica.
Primeiro, uma breve revisão:
A Superfície de Partição: Este é o "aperto de mãos" entre o lado A (cavidade) e o lado B (núcleo). É a interface principal que define a geometria da ferramenta.
A Linha de Partição: Esta é a marca deixada na peça final. Para um engenheiro, é um mapa de como o molde funcionou; para um consumidor, deve ser o mais invisível possível. Nossa filosofia é simples: otimizar para a desmoldagem, simplificar para a usinagem e projetar com foco no custo total de propriedade.
Veja como detalhamos nossa estratégia para a linha de junção.
Estética e Precisão: "A Testemunha Invisível"
Em um mundo ideal, a linha de junção deveria ser invisível. Se o usuário final consegue sentir uma saliência com a unha ou percebe um brilho incômodo, falhamos no projeto para fabricação (DFM).
Ocultar a Linha: Mantemos as linhas de junção longe das superfícies cosméticas principais. Priorizamos escondê-las em transições, nervuras ou ranhuras decorativas. Quando ocultar a linha não é uma opção, geralmente incorporamos um degrau decorativo ou uma "linha de sombra" ao projeto para camuflar a discrepância.
Concentre-se em características de precisão: Não divida geometrias de alta tolerância — como degraus de encaixe ou furos concêntricos — entre as duas metades. Mantenha-as em um lado para evitar os inevitáveis problemas de deslocamento do molde e acúmulo de tolerâncias.
Dividir essas características na linha de partição introduz erros de montagem e problemas de concentricidade.
Proteja as zonas funcionais: Nunca faça uma linha de partição passar por uma superfície de vedação ou uma rosca de precisão. Isso é garantia de vazamentos e falhas mecânicas.
A prioridade na desmoldagem: "Desmoldagem limpa"
Uma peça que fica presa na ferramenta é mais do que um incômodo — é um desastre na produção.
Busque o perfil mais amplo: Sempre dividimos o molde na seção transversal máxima da peça. Isso garante que a peça passe pelo aço sem interferências. Garantindo a "Aderência" do Lado B: Como o mecanismo de ejeção fica na metade móvel, a peça precisa permanecer lá quando o molde se abre. Conseguimos isso equilibrando cuidadosamente o ângulo de saída e a textura — intencionalmente fazendo com que a peça "agarre" o núcleo para que ela se solte da cavidade todas as vezes.
Elimine os Deslizadores: As ações laterais (deslizadores e extratores) aumentam o custo e a complexidade. Sempre buscamos maneiras de ajustar a linha de partição para eliminar a necessidade de extrações laterais. Se precisarmos usá-las, mantemos a distância de deslocamento curta e a ação no lado B.
Fabricabilidade: "O Molde Respirável"
Um molde que não consegue respirar falhará. Usamos a linha de partição como os pulmões da ferramenta.
Ventilação Natural: Posicionamos estrategicamente a linha de partição no final do fluxo de material fundido. Isso permite que o ar preso escape naturalmente, evitando o temido "dieseling" ou queimaduras de gás que danificam as peças.
Gerenciando Geometria Fina: Combater a variação da espessura da parede em peças finas geralmente exige a troca para um plano de separação cônico ou intertravado ("escalonado"). Isso trava a geometria da ferramenta no lugar, mantendo a espessura nominal da parede consistente e combatendo a tendência da peça a sofrer deformações (empenamento) durante o resfriamento.
Ferramentas e CNC: Mantenha a Usinabilidade
A complexidade é a inimiga do fabricante de moldes.
Evite a "Montanha-Russa": Sempre que possível, usamos planos de separação planos. Superfícies de separação torcidas e multiníveis podem parecer interessantes no CAD, mas são um pesadelo para o CNC e ainda piores para o ajuste manual durante a montagem.
Sem condições de "aço fino": Evitamos cantos vivos ou lâminas finas de aço perto da linha de partição. Essas áreas são propensas a lascas ou desgaste prematuro, levando a rebarbas e reparos caros no futuro.
Economia: "Lutando contra a prensa"
A maneira como dividimos a peça afeta diretamente o custo por unidade.
Minimizar a área ocupada: Alinhamos a linha de partição para minimizar a área projetada da peça em relação à direção de fixação. Uma área projetada menor significa menor tonelagem necessária — o que significa que podemos processar sua peça em uma prensa menor e mais barata.
Padronizar e simplificar: Uma linha de partição principal é sempre melhor do que três. Quanto mais simples a ferramenta, menor o custo de manutenção e maior a confiabilidade.
A parte inferior
No final das contas, uma linha de separação não é apenas uma marca em uma peça — é uma assinatura da qualidade de engenharia por trás dela. Seja para precisão de nível médico ou para bens de consumo em grande volume, a forma como você divide seu molde define seu sucesso.
LEIA MAIS
Dentro da imprensa: Um Mundo Real Olhe para o Ciclo de Moldar da Injeção
Introdução
Na fabricação moderna, a moldura de injeção é o golpe pesado para peças plásticas de alta precisão e de alto volume. Mas para a maioria dos designers, a mágica acontece atrás de portas de aço fechadas. - Entender o mecânico “ batimento cardíaco A imprensa é o primeiro passo em direção a um design que realmente funciona no chão da loja, não apenas numa simulação CAD.Aqui é como o ciclo realmente se quebra:
Passo 1: O Bloqueamento (Aplausos)
Antes de uma única bala de resin a se mover, a imprensa tem que segurar a ferramenta. Estamos falando de força massiva aqui – muitas vezes centenas de toneladas – para evitar que o lado A e o lado B se separassem durante o tiro.A Vista Pro: Don’ t subestima a superfície. Se você está moldando uma parte do tamanho de uma placa de jantar, essa pressão interna está lutando para forçar a molda aberta. Sem o suficiente toneladagem (força apertadora), você tem flash - aquela sangramento plástico confuso que arruina os bordos da sua parte.Passo 2: A injeção
Uma vez que a ferramenta estiver apertada, o parafuso avança. - Isto não é apenas um simples preenchimento; É um ataque de alta velocidade de resin a fundida através do nozzle e na geometria da ferramenta.O desafio escondido: Cada cavidade de moldura já está cheia de ar. Enquanto o plástico entra, esse ar precisa de uma estratégia de saída imediata. É por isso que nos obsessionamos com a ventilação. Se o ar fica preso e comprimido, aquece instantaneamente - causando “ dieseling” ou aquelas marcas de queimadura negra feias na sua parte acabada.Passo 3: A espera
O preenchimento está feito. Agora, o relógio começa. O refrigeração é geralmente o “ tempo morto no ciclo, mas representa cerca de 70% do tempo total do processo.Física no Trabalho: Somos não apenas deixá-lo sentar. Estamos tirando o calor agressivamente através de linhas de água internas.A Realidade do Design: É aqui que a espessura da parede uniforme se torna seu melhor amigo. Se uma parte de sua parte ficar quente enquanto outra congela, a parte literalmente se vai lutar enquanto se reduz. O resultado? - Marcas de mergulho ou aquela página de guerra terrível que envia partes para o lixo.Passo 4: Plasticização – Preparando a próxima foto
A máquina é um mestre multitarefa. Mesmo que a parte atual ainda se solidifique na moldura, o screw já está recuando para se preparar para o próximo.O que realmente está acontecendo: Está mastigando pelotas cruas do hopper, usando uma combinação brutal de bandas de aquecedor e uma fricção pura de corte mecânico para preparar o próximo “ tiro. ” Chamamos essa recuperação de parafusos, e obter a velocidade e a pressão de trás certa é o salso secreto para uma densidade consistente de derreter.Passo 5: Ejeção - O Momento da Verdade
Uma vez que a parte atinge sua temperatura alvo e ganha o suficiente estrutural “ osso vertebral,” O molde se abre.O lançamento: É aqui que os pins do ejector -- esses pequenos dedos mecânicos -- empurram a parte do núcleo. Se seus ângulos de projeto são e perceber, você ouvirá um “ crunch” ou ver marcas de arrasto que arruinam um perfeitamente bom fim. É o teste final do design da sua ferramenta.A formação de injeção é não apenas sobre pressionar um botão e ver partes cairem em um lixo. É um delicado equilíbrio de temperatura, pressão e tempo. Se você saltar o estágio do DFM (Design for Manufacturability), você está não apenas arriscar uma parte ruim, você está arriscar toda sua linha de tempo de produção.Passo 6: Post-Process – Part Recovery & A Estratégia de CorredorO ciclo interno da máquina acabou, mas o trabalho não é feito até que a parte esteja pronta para a prateleira. Que seja caido em uma lata de coleção ou capturado por um braço robótico, o estágio final é sobre separação e logística. - A Vista Pro: Num padrão “ corredor frio - configuração, sua parte vem ligada a um plástico “ escaffolding” (o corredor). Nós os cortamos, e em uma loja sustentável, esses corredores são imediatamente jogados em um granulador para ser transformado em regresso. Isto minimiza resíduos materiais e mantém seu custo parcial baixo. O Hack de Alto Volume: Se você estivesse executando milhões de unidades, nós provavelmente direcionaríamos você para um sistema Hot Runner. Enquanto corredores quentes exigem mais capital avançado, elas racionalizam o processo evitando o sistema corredor inteiramente. Você tem zero resíduos e um tempo de ciclo muito mais lento. Depois de uma velocidade de peso e contagem para a precisão, nós os colocamos em caixa e os fazemos se mover - em seu caminho para sua instalação sem nenhuma operação secundária desnecessária.Temos um design complexo que está dando dores de cabeça? Não esperem até que estejam no chão da loja para encontrar as falhas. Reaccione a nossa equipe para uma análise de DFM de mergulho profundo, e vamos fazer seu projeto funcionar tão suave como um sistema de corredor quente.
LEIA MAIS
Os segredos de engenharia de moldes automáticos de descarregamento de alta velocidade
Se você está fabricando partes com fios internos ou externos, como armazenamento de tubos, capas cosméticas ou válvulas industriais, você sabe que o “ sem treinar a fase é o maior obstáculo no ciclo de injeção. Em muitas lojas padrão, isso ainda é feito através de operações manuales de destripulação ou lentas e secundárias.Na Xinkey Mould, vemos o fio não apenas como uma característica, mas como um quebra-cabeça mecânico para ser automatizado. Aqui é por que a engenharia de um Sistema de Desfoque Automático é o melhor investimento para peças com fios de alto volume.The Gear-Driven Heart: Rack and Pinion vs. Hydraulic Motors
O núcleo de uma molda sem escuros é seu mecanismo de impulso. Não existe um tamanho-de-todos solução aqui.Rack and Pinion: Para movimentos de alta velocidade, sincronizados, frequentemente projetamos um sistema de rack-and-pinion conduzido pela mold a’ é ataque de abertura. É puramente mecânico e incrivelmente rápido.Motores hidráulicos ou elétricos: Quando o fio é muito longo ou requer múltiplas rotações, integramos motores de precisão.
O segredo Xinkey aprendeu há 25 anos? É a sincronização. Se o núcleo não funcionar, e retirar-se exatamente à mesma velocidade que o pico de fios, você tirará os fios plásticos antes da parte at é sair da moldura. Nossos designers usam simulação 3D para mapear isto “ viagem para rotação - relação ao micron.Resolvendo o “ Frição Uma sonha noiteOs núcleos de fios estão constantemente rotando contra a cavidade de molho. Isso cria fricção e calor enormes. As lojas padrões frequentemente enfrentam galling” Após apenas alguns milhares de tiros.Nós resolvemos isso escolhendo o direito “ músculo para o molde. Usamos aço hardened H13 ou S136 para os núcleos rotativos, muitas vezes tratados com revestimentos especializados de baixa fricção (como DLC). Além disso, projetamos canais internos de refrigeração dentro do núcleo rotante -- uma ferramenta de engenharia de alto nível que assegura os conjuntos plásticos rapidamente e os fios permanecem crispos, disparados após disparos.O ROI: Por que “ Cheap” Os moldes custam maisMuitas vezes vemos clientes vir até nós depois de comprar um molde manual e barato em outro lugar. Eles economizaram 5.000 dólares na ferramenta, mas estão gastando 2.000 dólares por mês em peças de trabalho e resíduos.Um molde automático de Xinkey pode ter um custo avançado mais elevado, mas elimina a intervenção manual. Ao se rasar 5 segundos de um ciclo e remover a necessidade de um operador humano, o molde geralmente paga por si mesmo nos primeiros meses de produção.O Avantagem Xinkey
Quando você nos envia um arquivo 3D para uma parte com fios, nossos 22 designers não não apenas olhar para a forma. Olhamos para o Pitch, a Redução de Material e o Tempo do Ciclo. Construímos ferramentas que permitem atingir o “ Começa. e deixar a máquina fazer o trabalho 24 horas por dia.
LEIA MAIS
Por que Bakelite Molding é o “ Black Art” do mundo de ferramentas
Se você entrar em uma loja de injeção padrão e pedir um molde de Bakelite (Fenolico), a maioria irá recusar. Por que? Porque Bakelite é um Thermoset Material, ele joga por um conjunto completamente diferente de regras do que ABS padrão ou PC.
Em Xinkey, estamos dominando isto “ Black Art” por mais de duas décadas, apoiando marcas como TeFaL com componentes resistentes ao calor que nunca derretem. Aqui está o que torna a moldagem de Bakelite tão difícil - e como nós a resolvemos.
Não é friar; É curar
O plástico padrão é sobre derreter, disparar e refrigerar. Bakelite é mais como cozinhar um bolo. Você tem que aquecer a molde para desencadear uma reação química.
Se a temperatura do molde desaparecer por apenas alguns graus, a parte será “ pouco cozido (fraco) ou “ sobrecarregado (queimado). Integramos cartuchos de aquecimento especializados de alta eficiência em nossos projetos 3D para garantir que o perfil térmico seja perfeitamente uniforme em toda a cavidade.
A Batalha contra o Exgás
Quando Bakelite cura, ele libera muito gás. Se o gás fica preso, você tem vazios ou marcas de queimadura na superfície. A maioria das lojas falha aqui porque usam ventilação padrão.
Em Xinkey, nossos designers engenheiros ventilação agressiva canais. Estas são lacunas microscópicas (às vezes apenas 0,01mm) amplas o suficiente para o gás escapar mas estreitas o suficiente para prevenir “ flash” (plástico vazado). É uma margem fina de erro que requer 25 anos de experiência para se corregir.
The “ Papel de areia Efeito
A bakelite é abrasiva. Come através de aço macio como papel de areia. É por isso que nunca usamos aço P20 ou barato para esses projetos. Usamos exclusivamente aço hardened H13 ou S136, muitas vezes com revestimentos especializados, para assegurar que a molde pode lidar com 500.000 tiros sem as bordas arredondar.
Don’ confiar em seus projetos de alto calor em uma loja que “ pensa que conseguem fazer isso.” Confia em uma equipe que viveu e respira engenharia termosética por 25 anos.
LEIA MAIS




