
Dentro da imprensa: Um Mundo Real Olhe para o Ciclo de Moldar da Injeção
-
 autor
autor
- 13 de Março de 2026
Introdução
Na fabricação moderna, a moldura de injeção é o golpe pesado para peças plásticas de alta precisão e de alto volume. Mas para a maioria dos designers, a mágica acontece atrás de portas de aço fechadas. - Entender o mecânico “ batimento cardíaco A imprensa é o primeiro passo em direção a um design que realmente funciona no chão da loja, não apenas numa simulação CAD.
Aqui é como o ciclo realmente se quebra:
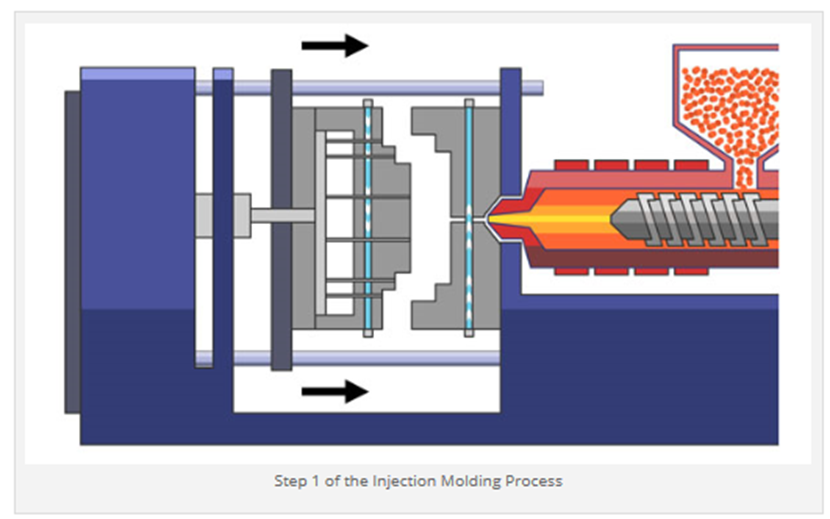
Passo 1: O Bloqueamento (Aplausos)
Antes de uma única bala de resin a se mover, a imprensa tem que segurar a ferramenta. Estamos falando de força massiva aqui – muitas vezes centenas de toneladas – para evitar que o lado A e o lado B se separassem durante o tiro.
A Vista Pro: Don’ t subestima a superfície. Se você está moldando uma parte do tamanho de uma placa de jantar, essa pressão interna está lutando para forçar a molda aberta. Sem o suficiente toneladagem (força apertadora), você tem flash - aquela sangramento plástico confuso que arruina os bordos da sua parte.
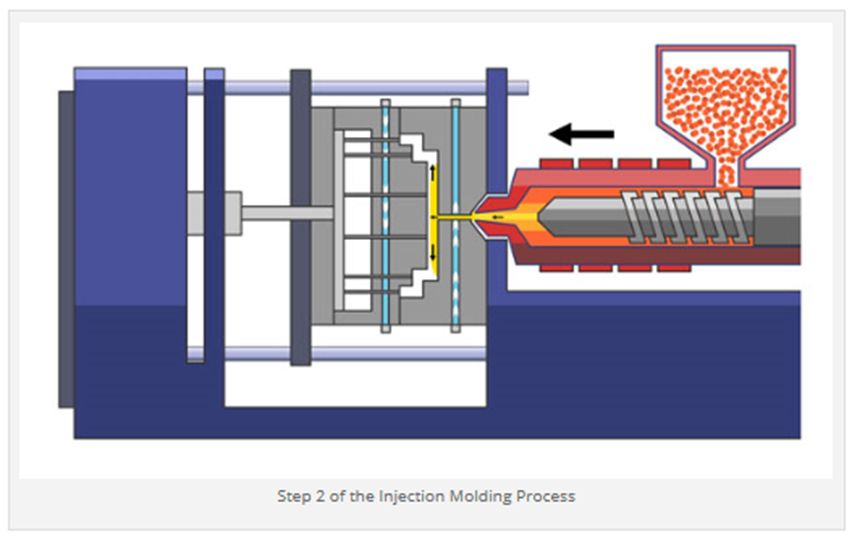
Passo 2: A injeção
Uma vez que a ferramenta estiver apertada, o parafuso avança. - Isto não é apenas um simples preenchimento; É um ataque de alta velocidade de resin a fundida através do nozzle e na geometria da ferramenta.
O desafio escondido: Cada cavidade de moldura já está cheia de ar. Enquanto o plástico entra, esse ar precisa de uma estratégia de saída imediata. É por isso que nos obsessionamos com a ventilação. Se o ar fica preso e comprimido, aquece instantaneamente - causando “ dieseling” ou aquelas marcas de queimadura negra feias na sua parte acabada.
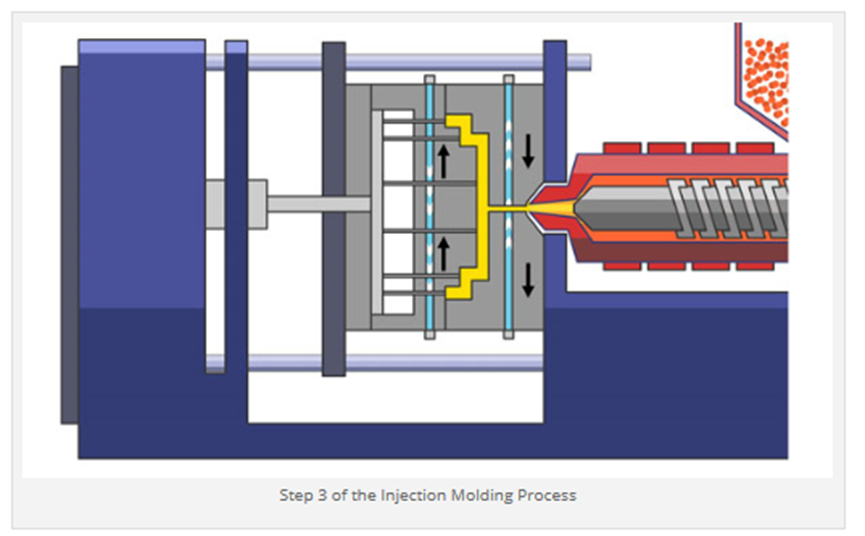
Passo 3: A espera
O preenchimento está feito. Agora, o relógio começa. O refrigeração é geralmente o “ tempo morto no ciclo, mas representa cerca de 70% do tempo total do processo.
Física no Trabalho: Somos não apenas deixá-lo sentar. Estamos tirando o calor agressivamente através de linhas de água internas.
A Realidade do Design: É aqui que a espessura da parede uniforme se torna seu melhor amigo. Se uma parte de sua parte ficar quente enquanto outra congela, a parte literalmente se vai lutar enquanto se reduz. O resultado? - Marcas de mergulho ou aquela página de guerra terrível que envia partes para o lixo.
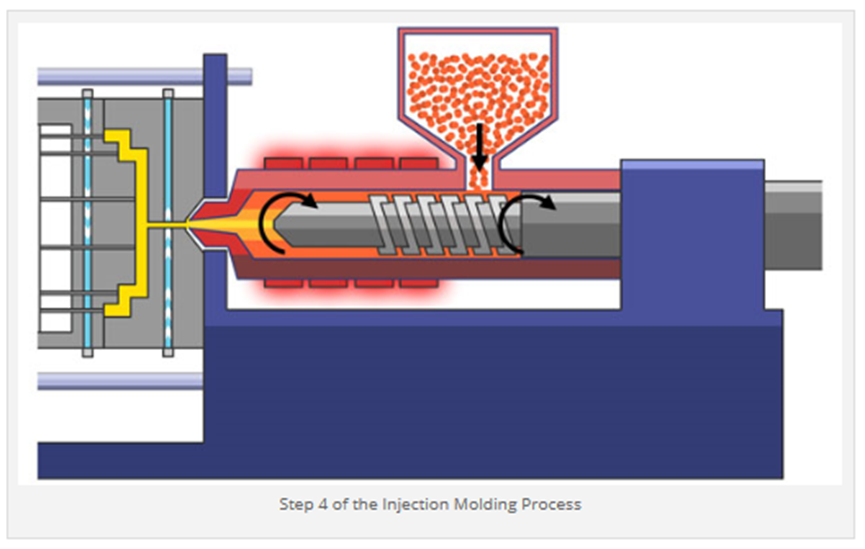
Passo 4: Plasticização – Preparando a próxima foto
A máquina é um mestre multitarefa. Mesmo que a parte atual ainda se solidifique na moldura, o screw já está recuando para se preparar para o próximo.
O que realmente está acontecendo: Está mastigando pelotas cruas do hopper, usando uma combinação brutal de bandas de aquecedor e uma fricção pura de corte mecânico para preparar o próximo “ tiro. ” Chamamos essa recuperação de parafusos, e obter a velocidade e a pressão de trás certa é o salso secreto para uma densidade consistente de derreter.
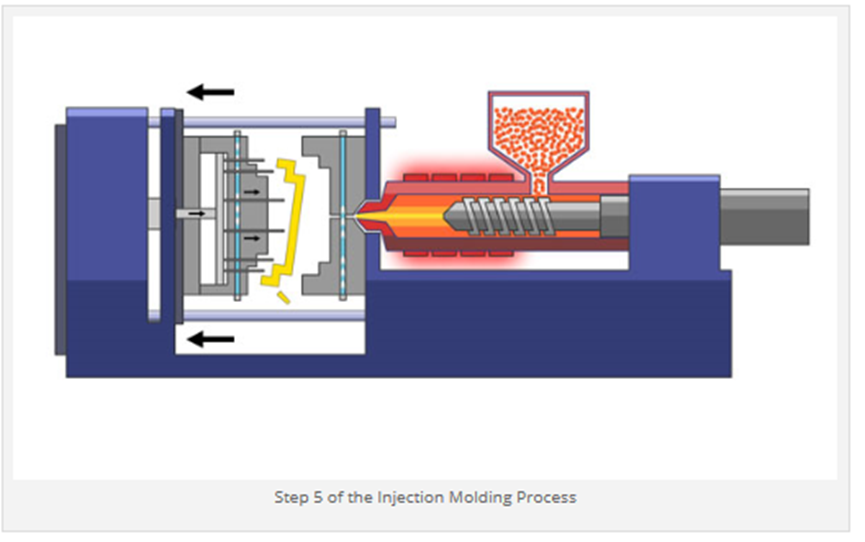
Passo 5: Ejeção - O Momento da Verdade
Uma vez que a parte atinge sua temperatura alvo e ganha o suficiente estrutural “ osso vertebral,” O molde se abre.
O lançamento: É aqui que os pins do ejector -- esses pequenos dedos mecânicos -- empurram a parte do núcleo. Se seus ângulos de projeto são e perceber, você ouvirá um “ crunch” ou ver marcas de arrasto que arruinam um perfeitamente bom fim. É o teste final do design da sua ferramenta.
A formação de injeção é não apenas sobre pressionar um botão e ver partes cairem em um lixo. É um delicado equilíbrio de temperatura, pressão e tempo. Se você saltar o estágio do DFM (Design for Manufacturability), você está não apenas arriscar uma parte ruim, você está arriscar toda sua linha de tempo de produção.
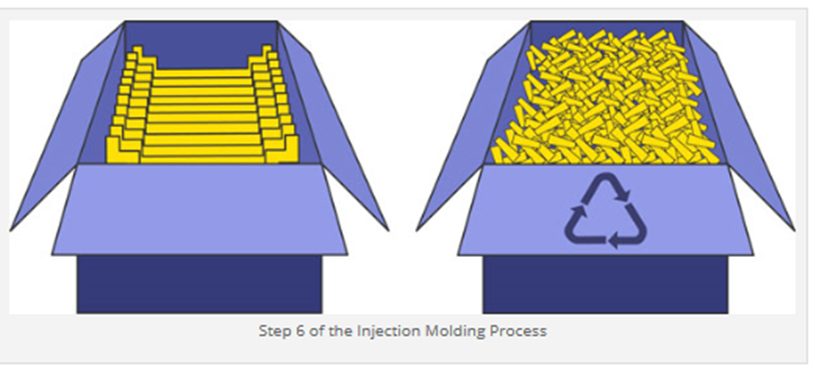
Passo 6: Post-Process – Part Recovery & A Estratégia de Corredor
O ciclo interno da máquina acabou, mas o trabalho não é feito até que a parte esteja pronta para a prateleira. Que seja caido em uma lata de coleção ou capturado por um braço robótico, o estágio final é sobre separação e logística. - A Vista Pro: Num padrão “ corredor frio - configuração, sua parte vem ligada a um plástico “ escaffolding” (o corredor). Nós os cortamos, e em uma loja sustentável, esses corredores são imediatamente jogados em um granulador para ser transformado em regresso. Isto minimiza resíduos materiais e mantém seu custo parcial baixo. O Hack de Alto Volume: Se você estivesse executando milhões de unidades, nós provavelmente direcionaríamos você para um sistema Hot Runner. Enquanto corredores quentes exigem mais capital avançado, elas racionalizam o processo evitando o sistema corredor inteiramente. Você tem zero resíduos e um tempo de ciclo muito mais lento. Depois de uma velocidade de peso e contagem para a precisão, nós os colocamos em caixa e os fazemos se mover - em seu caminho para sua instalação sem nenhuma operação secundária desnecessária.
Temos um design complexo que está dando dores de cabeça? Não esperem até que estejam no chão da loja para encontrar as falhas. Reaccione a nossa equipe para uma análise de DFM de mergulho profundo, e vamos fazer seu projeto funcionar tão suave como um sistema de corredor quente.











Contacte-nos