
داخل الصحافة: نظرة حقيقية على دورة صب الحقن
-
 المؤلف
المؤلف
- 13 مارس 2026
مقدمة
في التصنيع الحديث ، فإن صب الحقن هو الضرب الثقيل لأجزاء بلاستيكية عالية الحجم والدقة. لكن بالنسبة لمعظم المصممين ، يحدث السحر وراء الأبواب الفولاذية المغلقة. فهم الميكانيكية “ ضربات القلب” من الصحافة هي الخطوة الأولى نحو تصميم يعمل فعلا على أرضية العمل، وليس فقط في محاكاة CAD.
إليك كيف تنهار الدورة فعلاً:
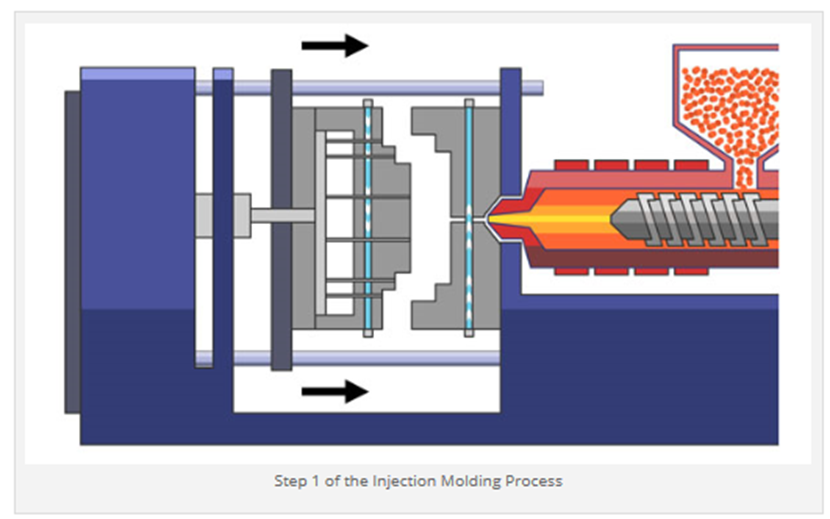
الخطوة 1: القفل (التشديد)
قبل تحرك كرية واحدة من الراتنج ، يجب على الصحافة تأمين الأداة. نحن نتحدث عن قوة هائلة هنا - غالبا مئات الأطنان - للحفاظ على الجانبين A و B من الانفجار أثناء اللقطة.
المشهد المحترف: Don’ t تقليل مساحة السطح. إذا كنت تقوم بتصميم جزء بحجم طبق عشاء ، فإن هذا الضغط الداخلي يحارب لإجبار القالب على فتحه. دون ما يكفي “ طن” (قوة التشديد) ، تحصل على فلاش - هذا النزيف البلاستيكي الفوضوي الذي يدمر حواف جزءك.
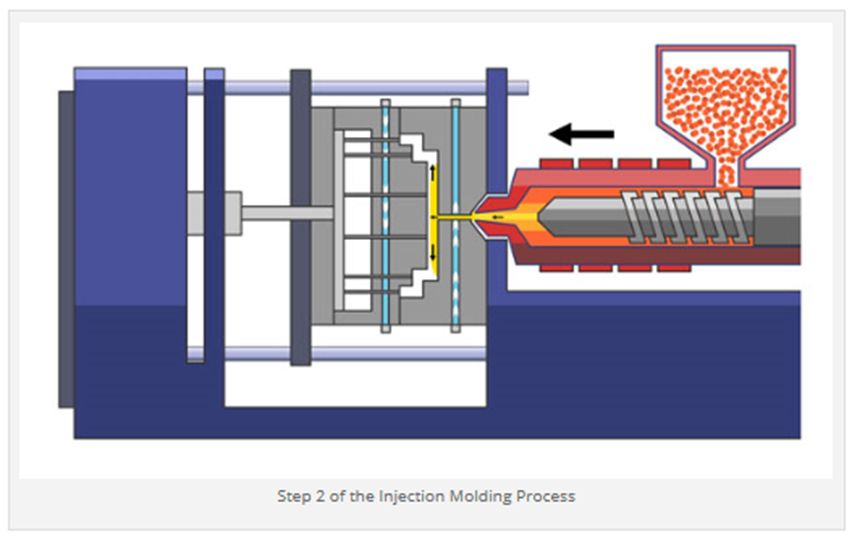
الخطوة الثانية: النار (الحقن)
بمجرد تثبيت الأداة بشدة ، يقود المسمار للأمام. هذا ليس مجرد ملء بسيط. انها سرعة عالية من الراتنج المنصهر من خلال الفوهة وإلى هندسة الأداة.
التحدي الخفي: كل تجويف العفن مليء بالفعل بالهواء. عندما يصطدم البلاستيك ، يحتاج هذا الهواء إلى استراتيجية خروج فورية. لهذا السبب نحن مهووسين بالتهوية. إذا تم محاصرة هذا الهواء وضغطه ، فإنه يسخن على الفور ، مما يسبب “ ديزل” أو تلك علامات الحروق السوداء القبيحة على الجزء النهائي.
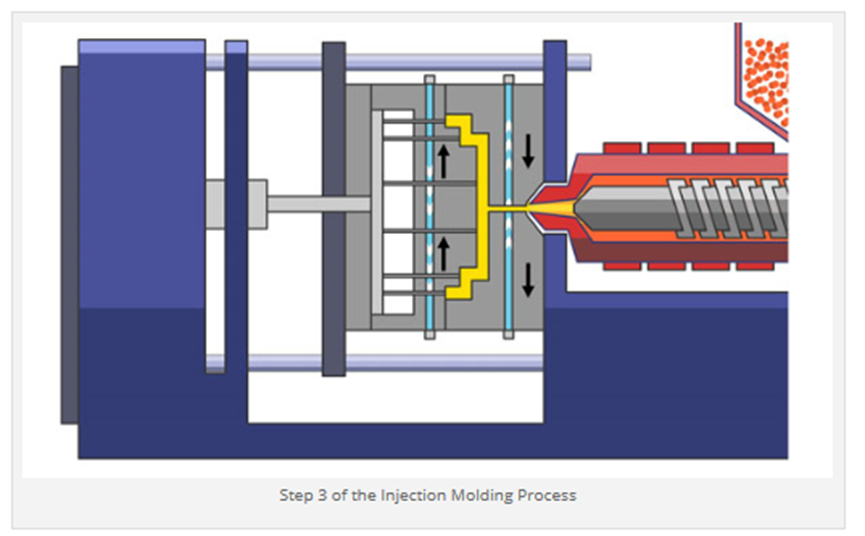
الخطوة الثالثة: الانتظار (التبريد)
تم ملء. الآن، تبدأ الساعة. التبريد هو عادة “ وقت ميت” في الدورة ، ومع ذلك ، فإنه يمثل حوالي 70٪ من إجمالي وقت العملية.
الفيزياء في العمل: نحن’ فقط تركها تجلس. نحن نسحب الحرارة بشكل عدواني عبر خطوط المياه الداخلية.
واقع التصميم: هذا هو المكان الذي يصبح فيه سمك الجدار الموحد أفضل صديقك. إذا بقي جزء من جزءك ساخناً بينما يتجمد جزء آخر ، فسوف يحارب الجزء نفسه حرفياً بينما يتقلص. النتيجة؟ آثار الغرف أو ذلك التشوه المخيف الذي يرسل أجزاء إلى سلة الخردة.
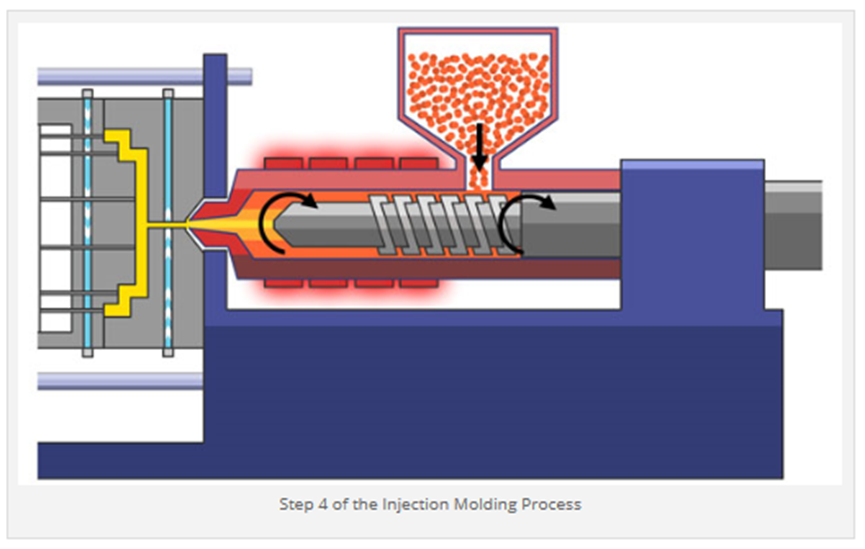
الخطوة 4: البلاستيك - إعداد اللقطة التالية
الجهاز هو متعدد المهام الرئيسي. حتى في حين أن الجزء الحالي لا يزال يتصلب في القالب ، فإن المسمار يقوم بالفعل بنسخ احتياطي للتحضير لما يلي.
ما الذي يحدث فعلاً: إنه يمضغ من خلال الكريات الخام من الخزانة ، باستخدام مزيج وحشي من شرائط التدفئة والاحتكاك الميكانيكي النقي للقص لإعداد “ التالي ؛ اطلقت النار. ” نسمي هذا الاسترداد المسمار، والحصول على السرعة والضغط المضاد الصحيح هو الصلصة السرية لكثافة الذوبان الثابتة.
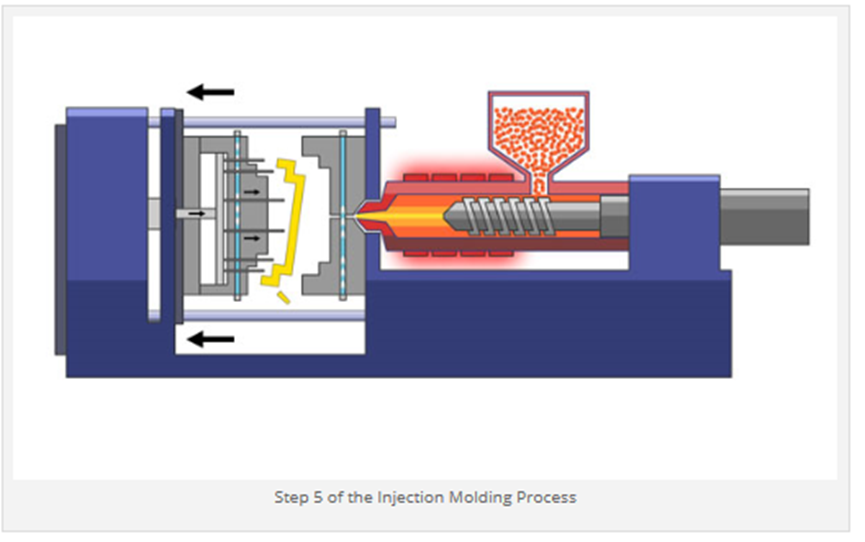
الخطوة الخامسة: الطرد - لحظة الحقيقة
بمجرد أن يصل الجزء إلى درجة الحرارة المستهدفة ويكسب ما يكفي من الهيكلية “ العمود الفقري ” الشقوق القالب مفتوحة.
الإفراج: هذا هو المكان الذي تدفع فيه دبابيس الطارد - تلك الأصابع الميكانيكية الصغيرة - الجزء من النواة. إذا كانت زوايا المسودة الخاصة بك’ t بقعة على، وسوف تسمع “ crunch” أو تشوف علامات السحب التي تدمر نهاية جيدة تماما. إنه الاختبار النهائي لتصميم أدواتك.
حقن صب هو’ t فقط عن الضغط على زر ومشاهدة الأجزاء تسقط في سلة. إنه توازن حساس بين درجة الحرارة والضغط والتوقيت. إذا تخطيت مرحلة DFM (التصميم للقدرة على التصنيع) ، فأنت ’ لا تخاطر فقط بجزء سيء - أنت تخاطر بجدول الإنتاج بأكمله.
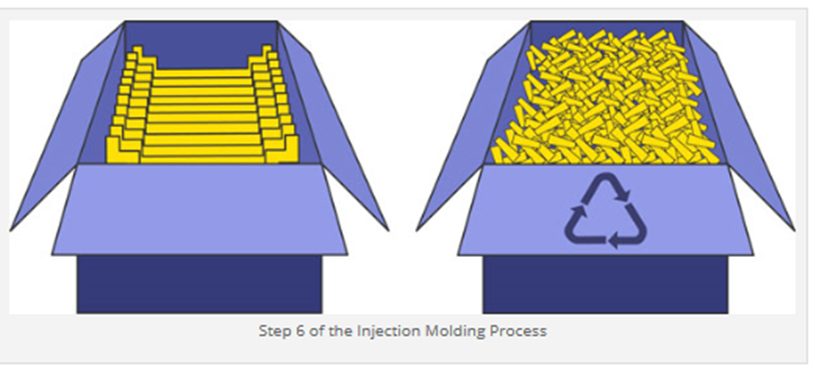
الخطوة 6: ما بعد العملية - استرداد الجزء استراتيجية الركض
انتهت الدورة الداخلية للآلة ، ولكن العمل لا يتم حتى يكون الجزء جاهزًا للرف. سواء تم إسقاطها في سلة جمع أو تم اختطافها بواسطة ذراع روبوتي ، فإن المرحلة النهائية تتعلق بالفصل والخدمات اللوجستية. عرض برو: في معيار “ الجاري البارد” إعداد ، يخرج جزءك مرتبط بالبلاستيك “ السقالات” (الجري). نقطع هذه ، وفي متجر مستدام ، يتم رمي هذه العداءات على الفور في جهاز تحبيب لتتحول إلى إعادة طحن. وهذا يقلل من نفايات المواد ويحافظ على تكلفة قطعك منخفضة. الإختراق الكبير الحجم: إذا كنت تعمل بملايين الوحدات ، فمن المرجح أن نوجهك نحو نظام Hot Runner. في حين أن المتداولين الساخنين يطلبون المزيد من رأس المال المباشر ، فإنهم يبسطون العملية عن طريق تجاوز نظام المتداولين بالكامل. تحصل على صفر الخردة ووقت دورة أكثر انخفاضا. بعد الوزن والعد السريع للدقة ، نقوم بتصنيفهم ونحركهم في طريقهم إلى منشأتك دون أي عمليات ثانوية غير ضرورية.
هل لديك تصميم معقد يعطيك صداع؟ لا تنتظر حتى تكون على أرضية المحل للعثور على العيوب. اتصل بفريقنا لتحليل DFM الغوص العميق ، ودعونا نجعل مشروعك يعمل بسلاسة مثل نظام الجري الساخن.











اتصل بنا