
À l'intérieur de la presse: un regard réel sur le cycle de moulage par injection
-
 auteur
auteur
- 13 mars 2026
Introduction
Dans la fabrication moderne, le moulage par injection est le plus important pour les pièces en plastique de grande volume et de précision. Mais pour la plupart des designers, la magie se produit derrière des portes en acier fermées. Comprendre le mécanique “ battement cardiaque” de la presse est la première étape vers une conception qui fonctionne réellement en atelier, pas seulement dans une simulation CAO.
Voici comment le cycle se brise réellement :
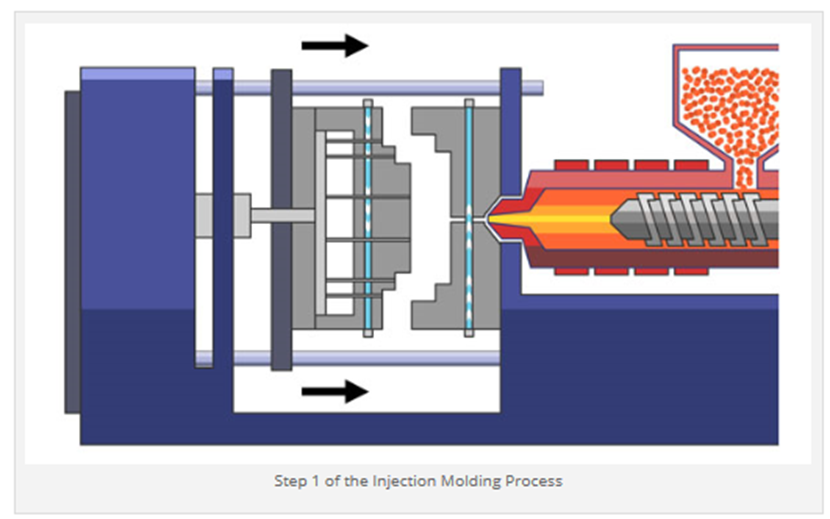
Étape 1: Le verrouillage (serrage)
Avant qu'un seul pellet de résine ne se déplace, la presse doit fixer l'outil. Nous parlons ici d’une force massive – souvent des centaines de tonnes – pour empêcher le côté A et le côté B de souffler pendant le tir.
La Vue Pro: Don’ t sous-estime la surface. Si vous moulez une pièce de la taille d’une assiette, cette pression interne lutte pour forcer l’ouverture du moule. Pas assez “ tonnage” (force de serrage), vous obtenez flash - ce saignement en plastique désordonné qui gâche les bords de votre pièce.
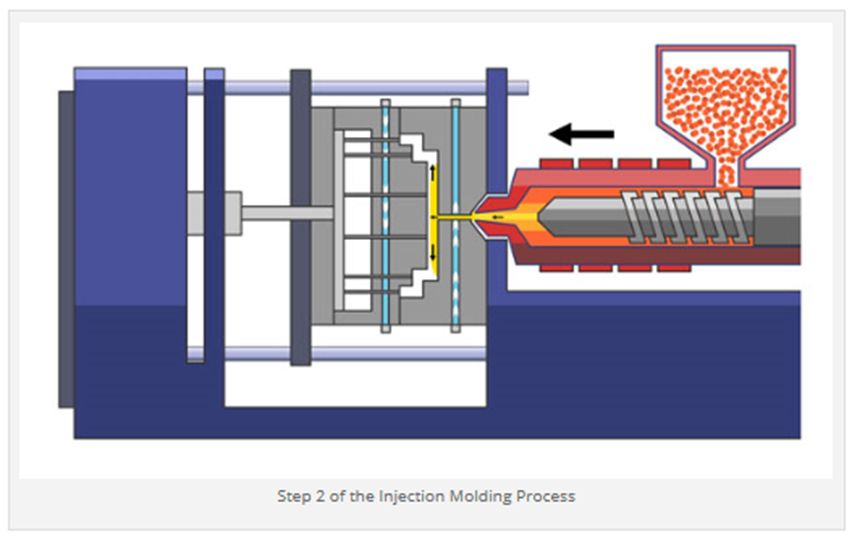
Étape 2: Le tir (injection)
Une fois que l'outil est serré serré, la vis avance. Ce n'est pas juste un simple remplissage; Il s'agit d'une percussion à grande vitesse de résine fondue à travers la buse et dans la géométrie de l'outil.
Le défi caché : Chaque cavité du moule est déjà pleine d’air. Au fur et à mesure que le plastique pénètre, cet air a besoin d’une stratégie de sortie immédiate. C'est pourquoi nous sommes obsédés par la ventilation. Si cet air est piégé et comprimé, il se chauffe instantanément, provoquant “ diesel” ou ces laides brûlures noires sur votre partie finie.
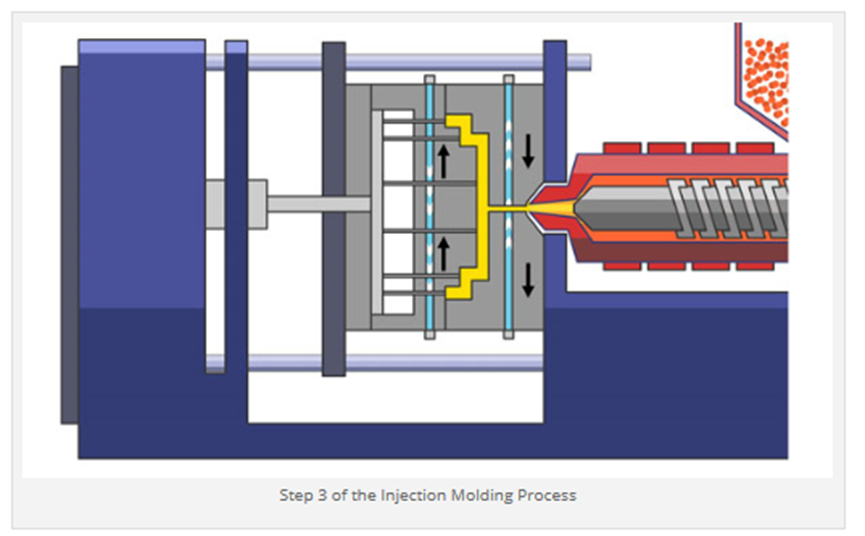
Étape 3: L'attente (refroidissement)
Le remplissage est fait. L'horloge commence. Le refroidissement est généralement le “ temps mort” dans le cycle, mais cela représente environ 70% du temps total du processus.
Physique au travail: nous sommes’ t juste le laisser s'asseoir. Nous tirons agressivement la chaleur via les lignes d'eau internes.
La réalité du design: C'est là que l'épaisseur uniforme des murs devient votre meilleur ami. Si une partie de votre pièce reste chaude tandis qu'une autre gèle, la partie se battra littéralement elle-même au fur et à mesure qu'elle se rétrécit. Le résultat ? Marques d'évier ou cette déformation redoutée qui envoie des pièces à la poubelle.
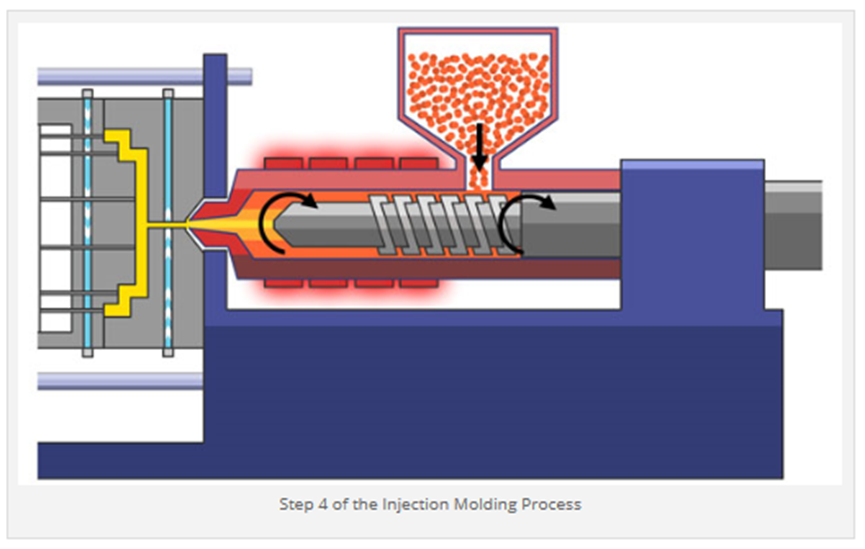
Étape 4 : Plastification – Préparation du prochain tir
La machine est un maître multitâche. Même si la partie actuelle se solidifie encore dans le moule, la vis est déjà en soutien pour se préparer à ce qui suit.
Ce qui se passe réellement: Il mâche des granules brutes de la trémie, en utilisant une combinaison brutale de bandes chauffantes et de frottement mécanique pur pour préparer le prochain “ Tiré. ” Nous appelons cela la récupération de vis, et obtenir la bonne vitesse et la contrepression est la sauce secrète pour une densité de fusion constante.
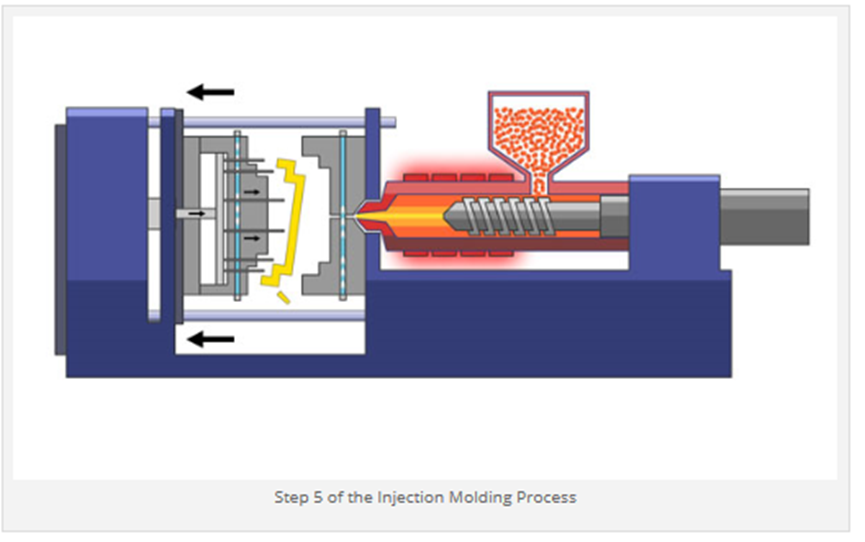
Étape 5 : Éjection – Le moment de la vérité
Une fois que la pièce atteint sa température cible et gagne assez de structure “ épine dorsale, ” le moule s'ouvre.
La libération: C'est là que les broches d'éjecteur - ces minuscules doigts mécaniques - poussent la pièce hors du noyau. Si vos angles d'ébauche sont’ t spot sur, vous entendrez un “ crunch” ou voir des marques de traînement qui gâchent une finition parfaitement bonne. C’est le test ultime de la conception de votre outil.
Le moulage par injection est’ t juste à propos d'appuyer sur un bouton et de regarder les pièces tomber dans une poubelle. C'est un équilibre délicat entre la température, la pression et le timing. Si vous sautez l'étape DFM (Design for Manufacturability), vous êtes’ Vous ne risquez qu'une mauvaise partie, vous risquez l'ensemble de votre calendrier de production.
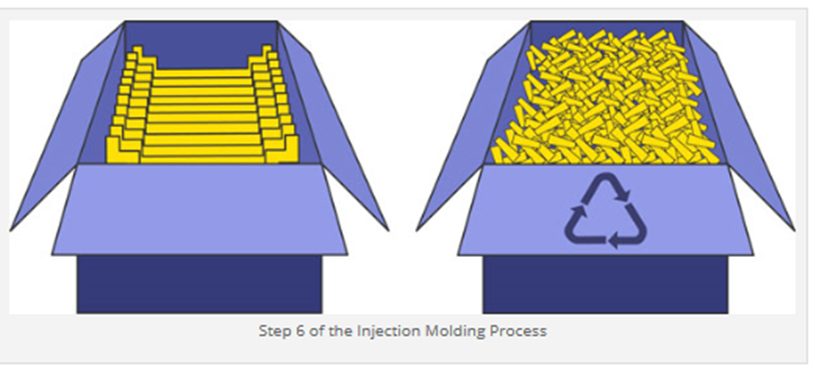
Étape 6 : Post-Processus – Récupération de pièces La stratégie Runner
Le cycle interne de la machine est terminé, mais le travail n’est pas terminé jusqu’à ce que la pièce soit prête à l’étagère. Que ce soit tombé dans une poubelle de collecte ou saisi par un bras robotique, la dernière étape porte sur la séparation et la logistique. La Vue Pro: Dans un standard “ coureur froid” configuration, votre pièce sort attachée à un plastique “ échafaudage” (Le coureur). Nous les décomposons, et dans un magasin durable, ces coureurs sont immédiatement jetés dans un granulateur pour être transformés en remissage, ce qui minimise les déchets de matériaux et réduit le coût de vos pièces. Le Hack à haut volume : si vous utilisez des millions d’unités, nous vous dirigerions probablement vers un système Hot Runner. Alors que les runners chauds exigent plus de capitaux à l'avance, ils rationalisent le processus en contornant complètement le système de runner. Vous obtenez zéro déchets et un temps de cycle beaucoup plus maigre. Après une pesée et un comptage rapides pour la précision, nous les emballons et les faisons déménager, sur le chemin vers votre installation sans aucune opération secondaire inutile.
Vous avez un design complexe qui vous donne des maux de tête? N'attendez pas que vous soyez sur l'atelier pour trouver les défauts. Contactez notre équipe pour une analyse DFM en profondeur, et faisons fonctionner votre projet aussi facilement qu’un système à chaud.











Nous contacter