
All'interno della stampa: uno sguardo reale al ciclo dello stampaggio a iniezione
-
 autore
autore
- 13 marzo 2026
Introduzione
Nella produzione moderna, lo stampaggio a iniezione è il pezzo pesante per pezzi di plastica di precisione ad alto volume. Ma per la maggior parte dei designer, la magia accade dietro porte in acciaio chiuse. Comprendere il meccanico “ battito cardiaco” della stampa è il primo passo verso un progetto che funziona effettivamente in laboratorio, non solo in una simulazione CAD.
Ecco come il ciclo si rompe effettivamente:
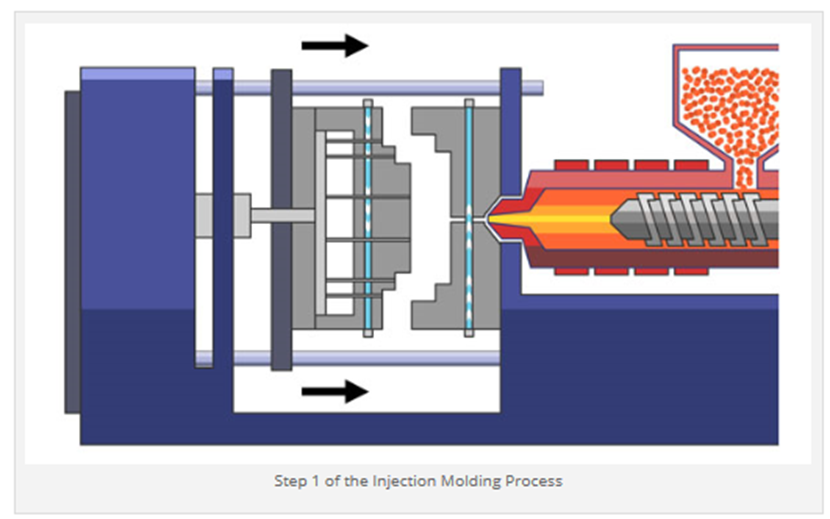
Passaggio 1: Il blocco (serratura)
Prima che un singolo pellet di resina si muova, la stampa deve fissare lo strumento. Stiamo parlando di una forza massiccia qui, spesso centinaia di tonnellate, per impedire che il lato A e il lato B soffiniscano durante lo scatto.
La Vista Pro: Don’ t sottovalutare la superficie. Se stai stampando una parte delle dimensioni di un piatto da pranzo, quella pressione interna sta combattendo per forzare lo stampo ad aprirsi. Senza abbastanza “ tonnellaggio” (forza di serramento), si ottiene flash - quella plastica disordinata sanguina che rovina i bordi della tua parte.
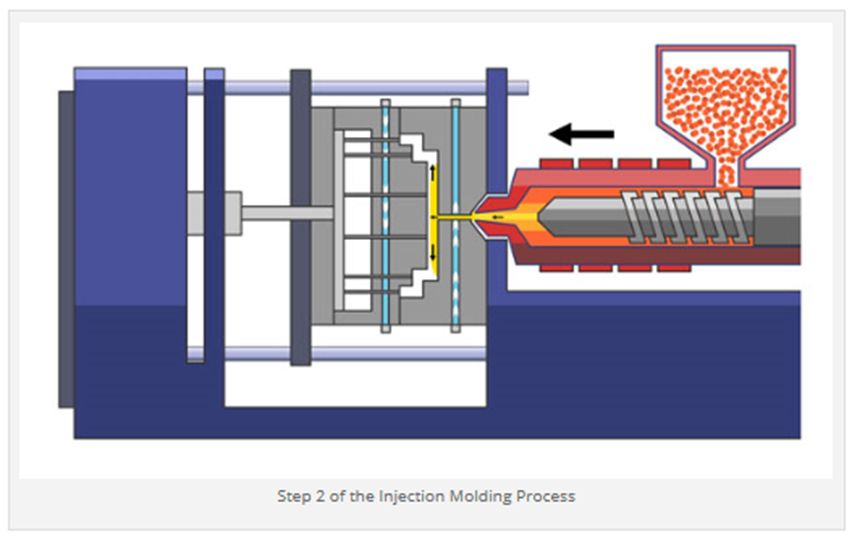
Passaggio 2: Il colpo (iniezione)
Una volta che lo strumento è serrato strettamente, la vite avanza. Questo non è solo un semplice riempimento; si tratta di un impatto ad alta velocità di resina fusa attraverso l'ugello e nella geometria dello strumento.
La sfida nascosta: ogni cavità dello stampo è già piena di aria. Mentre la plastica entra, l'aria ha bisogno di una strategia di uscita immediata. Ecco perché siamo ossessionati dalla ventilazione. Se quell'aria viene intrappolata e compressa, si riscalda istantaneamente, causando “ diesel” o quelle brutte macchie nere sulla tua parte finita.
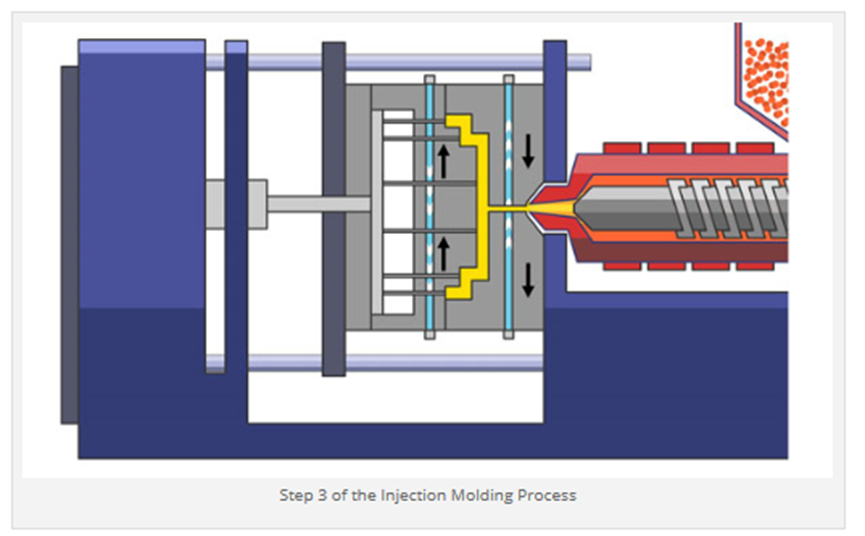
Passaggio 3: Aspetta (raffreddamento)
Il riempimento è finito. Ora inizia l'orologio. Il raffreddamento è di solito il “ tempo morto” nel ciclo, ma rappresenta circa il 70% del tempo totale del processo.
Fisica al lavoro: siamo’ t solo lasciarlo seduto. Stiamo estraendo aggressivamente il calore attraverso linee idriche interne.
La realtà del design: è qui che lo spessore uniforme della parete diventa il tuo migliore amico. Se una sezione della tua parte rimane calda mentre un'altra si congela, la parte letteralmente combatterà da sola mentre si restringe. Il risultato? Marche di lavandino o quella spaventosa deformazione che invia parti al cestino.
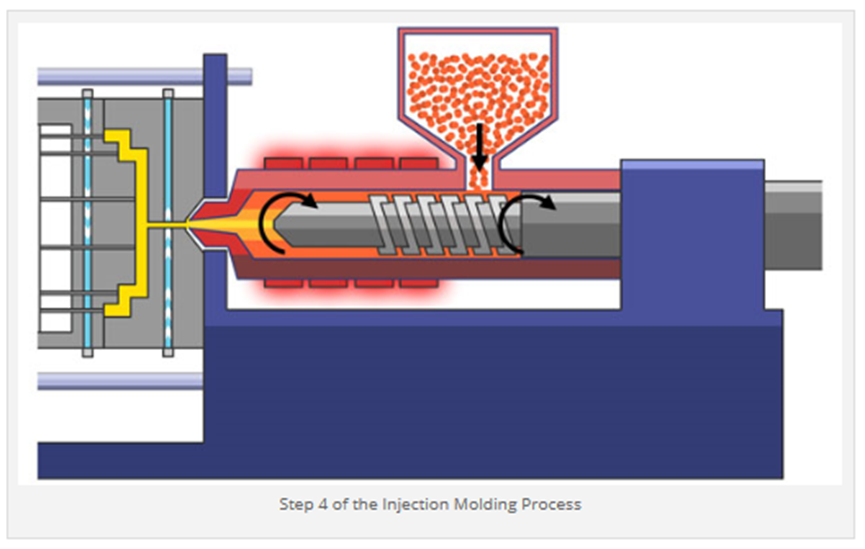
Fase 4: Plastificazione - Preparare il prossimo colpo
La macchina è un master multitasker. Anche se la parte corrente si sta ancora solidificando nello stampo, la vite sta già facendo il backup per prepararsi a quello che succede.
Cosa sta succedendo in realtà: sta masticando pellet grezzi dalla tramoggia, utilizzando una combinazione brutale di nastri di riscaldamento e attrito meccanico puro per preparare il prossimo “ sparato. ” Chiamiamo questo recupero della vite, e ottenere la velocità e la contropressione giusta è la salsa segreta per una densità di fusione costante.
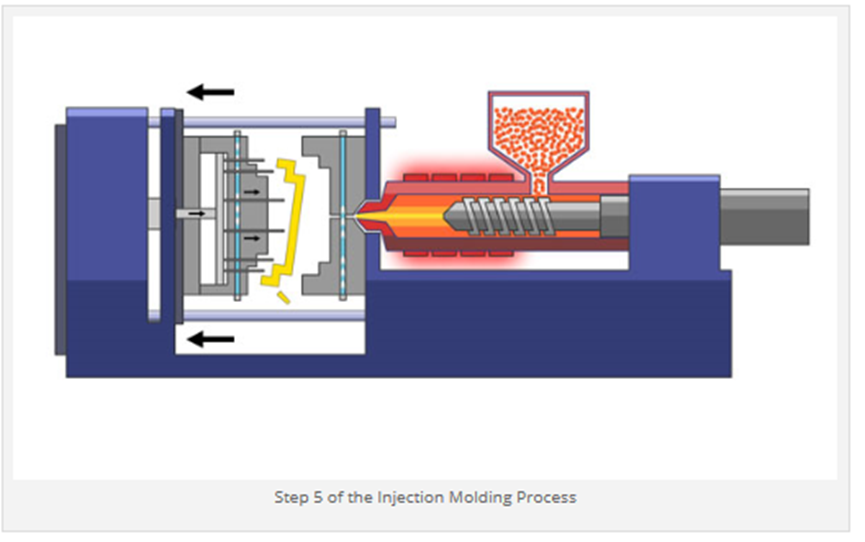
Passo 5: Espulsione - Il momento della verità
Una volta che la parte raggiunge la sua temperatura obiettivo e guadagna abbastanza strutturale “ spina dorsale, ” le crepe dello stampo si aprono.
Il rilascio: è qui che i pin dell'ejettore - quelle minuscole dita meccaniche - spingono la parte fuori dal nucleo. Se i tuoi angoli di bozza sono’ t spot su, sentirete un “ crunch” oppure vedere tracce di trascinamento che rovinano una finitura perfettamente buona. È la prova definitiva del design del tuo strumento.
Lo stampaggio a iniezione è’ Basta premere un pulsante e guardare le parti cadere in un cestino. È un delicato equilibrio tra temperatura, pressione e tempistica. Se salti la fase DFM (Design for Manufacturability), sei’ non solo rischiare una parte cattiva, stai rischiando l'intera cronologia di produzione.
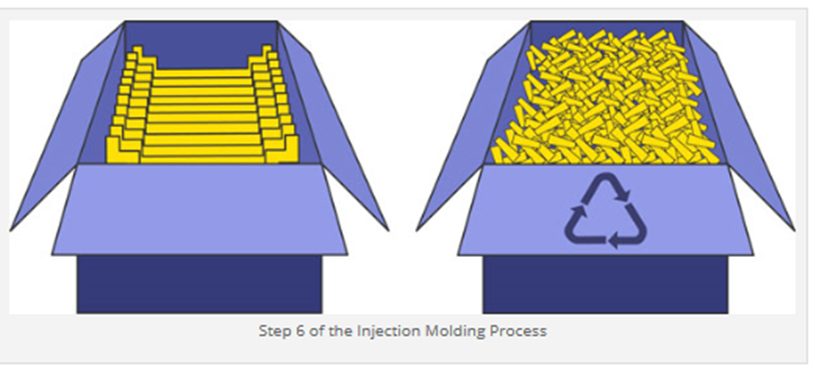
Passaggio 6: Post-Processo - Recupero di parti La strategia Runner
Il ciclo interno della macchina è finito, ma il lavoro non è fatto fino a quando la parte non è pronta. Che sia caduto in un cestino da raccolta o afferrato da un braccio robotico, la fase finale riguarda la separazione e la logistica. La Vista Pro: In uno standard “ corretore freddo” impostazione, la tua parte esce collegata a una plastica “ ponteggiatura” (Il corridore). Le tagliamo, e in un negozio sostenibile, queste corsie vengono immediatamente gettate in un granulatore per essere trasformate in rimucina. Questo riduce al minimo gli sprechi di materiale e riduce il costo delle parti. L'hack ad alto volume: se stai eseguendo milioni di unità, probabilmente ti direrremo verso un sistema Hot Runner. Mentre i runner caldi richiedono più capitale iniziale, semplificano il processo bypassando completamente il sistema di runner. Ottieni zero rottami e un tempo di ciclo molto più snello. Dopo un rapido peso e conteggio per l'accuratezza, li incastoniamo e li spostiamo, sulla strada verso la vostra struttura senza operazioni secondarie inutili.
Hai un design complesso che ti sta dando mal di testa? Non aspettare di essere sul piano di fabbrica per trovare i difetti. Contatta il nostro team per un'analisi DFM in profondità, e facciamo funzionare il tuo progetto senza problemi come un sistema di hot runner.











Contattaci