
Dentro de la prensa: una mirada del mundo real al ciclo de moldeo por inyección
-
 autor
autor
- 13 de marzo de 2026
Introducción
En la fabricación moderna, el moldeo por inyección es el golpe pesado para piezas plásticas de alto volumen y precisión. Pero para la mayoría de los diseñadores, la magia ocurre detrás de puertas de acero cerradas. Comprender la mecánica “ latido del corazón” de la prensa es el primer paso hacia un diseño que realmente funciona en el taller, no solo en una simulación CAD.
Así es como se rompe el ciclo:
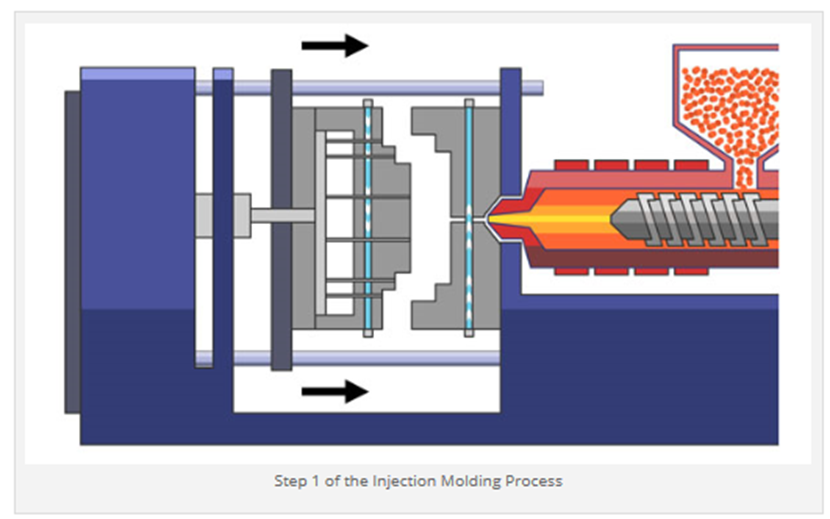
Paso 1: El bloqueo (sujeción)
Antes de que un solo gránulo de resina se mueva, la prensa tiene que fijar la herramienta. Estamos hablando de una fuerza masiva aquí, a menudo cientos de toneladas, para evitar que el lado A y el lado B se desmoronen durante el tiro.
La Vista Pro: Don’ t subestimar la superficie. Si está moldeando una parte del tamaño de un plato de cena, esa presión interna está luchando para forzar el molde a abrirse. Sin suficiente “ tonelaje” (fuerza de sujeción), obtienes flash, ese desordenado sangrado plástico que arruina los bordes de tu pieza.
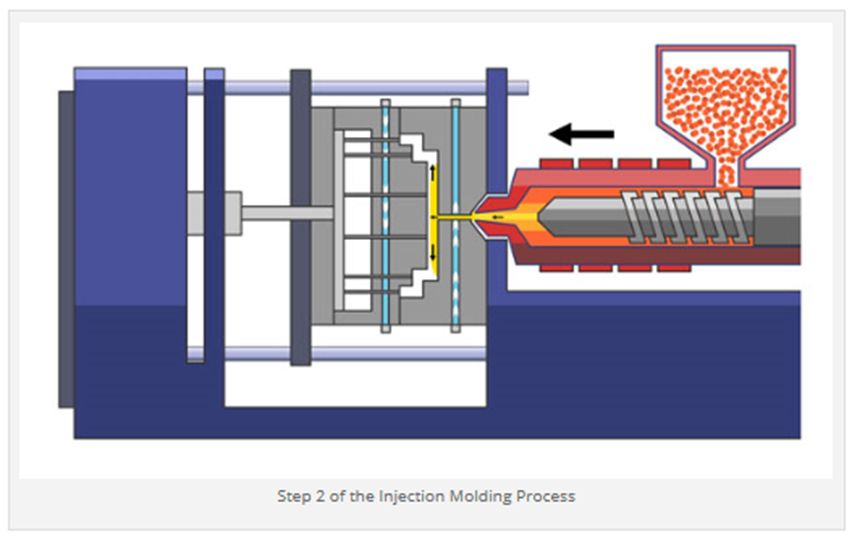
Paso 2: El tiro (inyección)
Una vez que la herramienta está sujetada firmemente, el tornillo se mueve hacia adelante. Esto no es solo un simple relleno; es un golpe de alta velocidad de resina fundida a través de la boquilla y en la geometría de la herramienta.
El desafío oculto: Cada cavidad del molde ya está llena de aire. A medida que el plástico entra, ese aire necesita una estrategia de salida inmediata. Es por eso que nos obsesionamos con la ventilación. Si ese aire se atrapa y comprime, se calienta al instante, causando “ diesel” o esas feas marcas negras de quemadura en tu parte terminada.
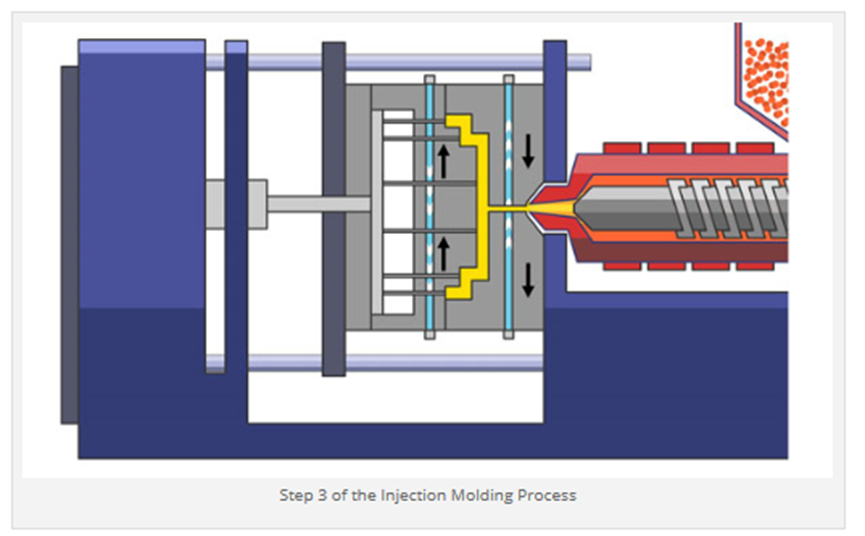
Paso 3: La espera (enfriamiento)
El relleno está hecho. Ahora comienza el reloj. El enfriamiento suele ser el “ tiempo muerto” en el ciclo, sin embargo, representa aproximadamente el 70% del tiempo total del proceso.
Física en el trabajo: estamos’ Sólo dejándolo sentar. Estamos sacando calor agresivamente a través de líneas de agua internas.
La realidad del diseño: Aquí es donde el grosor uniforme de la pared se convierte en su mejor amigo. Si una sección de su parte se mantiene caliente mientras que otra se congela, la parte literalmente se combatirá a sí misma a medida que se contrae. ¿El resultado? Marcas de fregadero o esa temida deformación que envía partes a la basura.
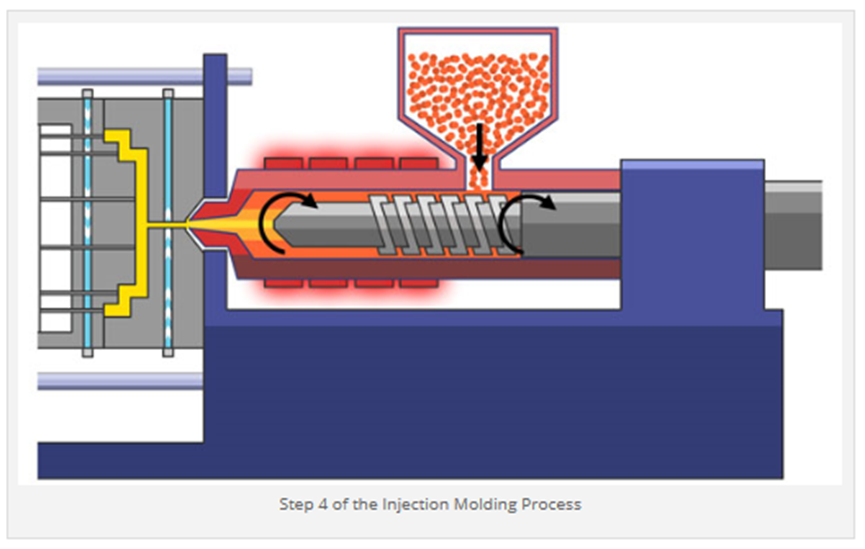
Paso 4: Plastificación – Preparación de la próxima toma
La máquina es un multitasker maestro. Incluso mientras la parte actual todavía se está solidificando en el molde, el tornillo ya está respaldando para prepararse para lo siguiente.
Lo que realmente está sucediendo: Se está masticando a través de gránulos crudos de la tolva, utilizando una combinación brutal de bandas calentadoras y fricción mecánica pura para preparar el próximo “ disparado. ” Llamamos a esto recuperación de tornillo, y obtener la velocidad y la contrapresión correctas es la salsa secreta para una densidad de fusión consistente.
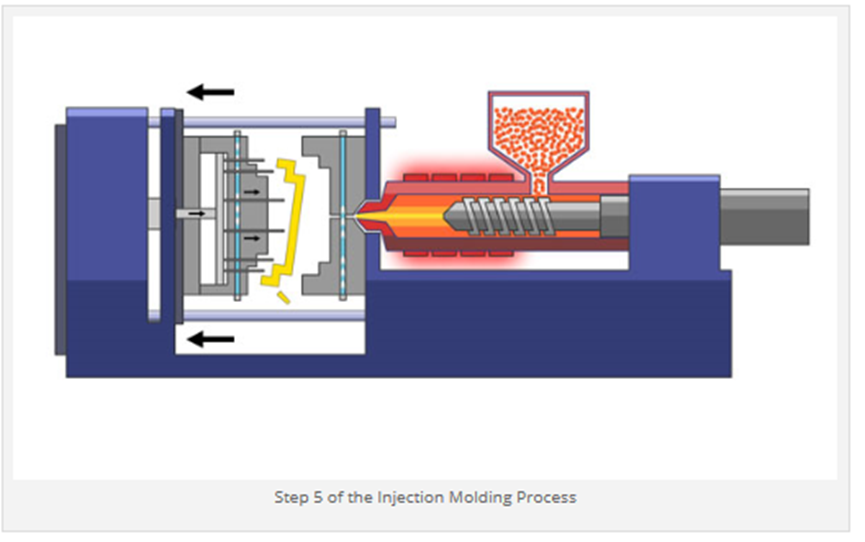
Paso 5: Ejección – El momento de la verdad
Una vez que la pieza alcanza su temperatura objetivo y gana suficiente estructural “ espina dorsal, ” el molde se abre.
La liberación: Aquí es donde los pasadores del eyector, esos pequeños dedos mecánicos, empujan la parte fuera del núcleo. Si sus ángulos de borrador son’ t punto en, escucharás un “ crunch” o ver marcas de arrastre que arruinan un acabado perfectamente bueno. Es la prueba definitiva del diseño de su herramienta.
El moldeo por inyección es’ No es simplemente presionar un botón y ver las piezas caer en un contenedor. Es un delicado equilibrio de temperatura, presión y tiempo. Si se salta la etapa DFM (Diseño para la Manufacturabilidad), está’ No solo arriesgas una parte mala, estás arriesgando toda tu línea de tiempo de producción.
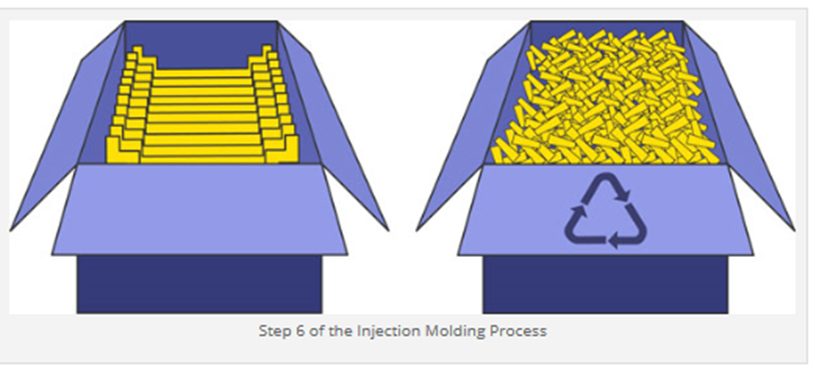
Paso 6: Post-proceso – Recuperación de piezas y La estrategia Runner
El ciclo interno de la máquina ha terminado, pero el trabajo no se hace hasta que la pieza está lista para el estante. Ya sea que se deje caer en un contenedor de recogida o que sea arrebatado por un brazo robótico, la etapa final se refiere a la separación y la logística. La Vista Pro: En un estándar “ corredor frío” configuración, su parte sale fijada a un plástico “ andamios” (El corredor). Los cortamos, y en una tienda sostenible, esos corredores se lanzan inmediatamente a una granuladora para convertirse en remolino. Esto minimiza el desperdicio de material y mantiene el costo de su pieza bajo. El hack de alto volumen: si está ejecutando millones de unidades, probablemente lo dirigiremos hacia un sistema Hot Runner. Mientras que los corredores calientes exigen más capital inicial, racionalizan el proceso evitando por completo el sistema de corredores. Obtienes cero chatarra y un tiempo de ciclo mucho más delgado. Después de un rápido peso y cuenta para la precisión, los encajamos y los movemos en su camino a su instalación sin ninguna operación secundaria innecesaria.
¿Tienes un diseño complejo que te está dando dolores de cabeza? No esperes hasta que estés en el taller para encontrar los defectos. Póngase en contacto con nuestro equipo para un análisis de DFM de inmersión profunda y hagamos que su proyecto funcione tan suavemente como un sistema de corredor caliente.











Contacta con nosotros