
Conception de moules à haute efficacité pour l'emballage industriel
Dans le secteur de l'emballage industriel, et plus particulièrement pour les seaux de 5 à 20 litres, la rentabilité se joue sur le temps de cycle. Si votre seau de 20 litres met 42 secondes à refroidir, contre 40 pour celui de votre concurrent, vous perdez de l'argent à chaque cycle. Sur une production d'un million d'unités, ces deux secondes représentent une perte considérable.
Chez Xinkey, nous mettons à profit notre capacité d'injection de 750 tonnes et notre ingénierie d'emballage spécialisée pour aider nos clients à dominer leurs marchés. Voici comment nous concevons des moules « rentables » pour l'industrie de l'emballage.
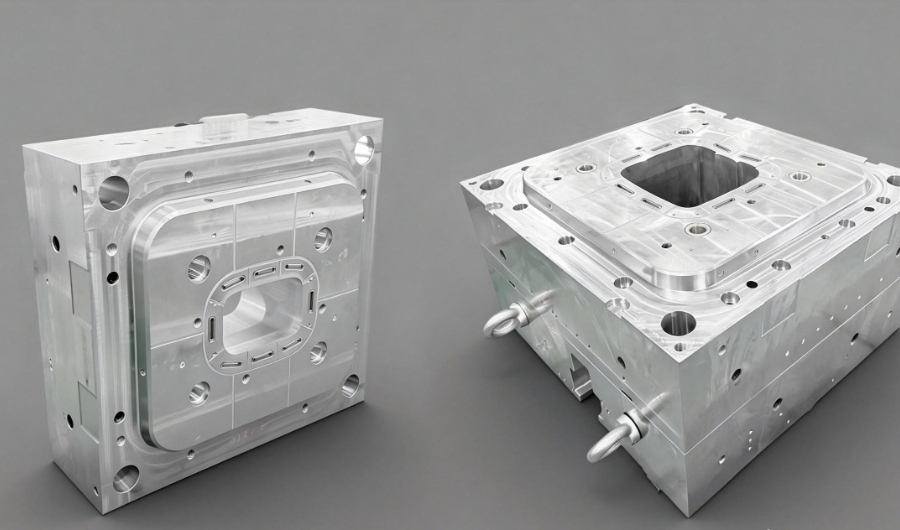
Géométrie de refroidissement : la clé de la rapidité. Les moules standards utilisent des lignes de refroidissement classiques. Pour les seaux à grande cadence, nous concevons des circuits de refroidissement complexes et adaptés qui enveloppent les noyaux à cavité profonde. Nous utilisons des matériaux spéciaux à haute conductivité thermique dans les zones les plus exposées à la chaleur (comme la buse d'injection et le bord inférieur). Résultat ? Une dissipation thermique plus rapide et un temps de cycle systématiquement 10 à 15 % plus court que les outillages standards. Résistance des parois minces : Prévention du gonflement. Les seaux industriels doivent être suffisamment légers pour réduire les coûts de résine, tout en étant suffisamment robustes pour être empilés par quatre dans un entrepôt chaud. Nous privilégions la constance de l'épaisseur des parois. Un écart de seulement 0,05 mm sur un grand seau peut entraîner son basculement ou sa rupture sous charge. Notre usinage CNC de précision garantit un centrage parfait du noyau et de la cavité, vous offrant ainsi une pièce équilibrée qui réussit tous les tests de chute.
Conçus pour durer. Les moules d'emballage fonctionnent intensivement : 24 h/24 et 7 j/7. Nous fabriquons nos moules à seaux avec des aciers trempés de haute qualité, comme le H13 ou le 1.2344, traités pour résister aux frottements à haute vitesse de l'injection rapide. Nos moules sont conçus pour une maintenance aisée : les pièces d'usure peuvent être remplacées directement en atelier, sans avoir à ramener le moule entier.
L'engagement de Xinkey en matière d'emballage : Que vous ayez besoin d'un seau chimique ultra-résistant ou d'un contenant alimentaire haut de gamme, nous mettons à votre disposition notre capacité de production de 750 tonnes et notre expertise technique pour optimiser votre ligne de production. Nous ne nous contentons pas de fabriquer un moule pour seau ; nous créons un véritable avantage concurrentiel pour votre entreprise.
EN SAVOIR PLUS
Pourquoi nous ne coupons plus l'acier sans Moldflow
Soyons honnêtes : dans le monde du moulage par injection, « corriger après coup » est un véritable cauchemar. Si vous attendez que le moule soit sur la presse pour découvrir un retassure ou une déformation importante, c’est trop tard. Les coûts de réusinage de l’acier et les retards de livraison peuvent anéantir le retour sur investissement d’un projet.
C’est précisément pourquoi Moldflow n’est pas qu’un simple « outil sophistiqué » pour nous : c’est notre assurance. Voici pourquoi il est indispensable pour tout projet sérieux.
1. Fini les approximations face aux défauts
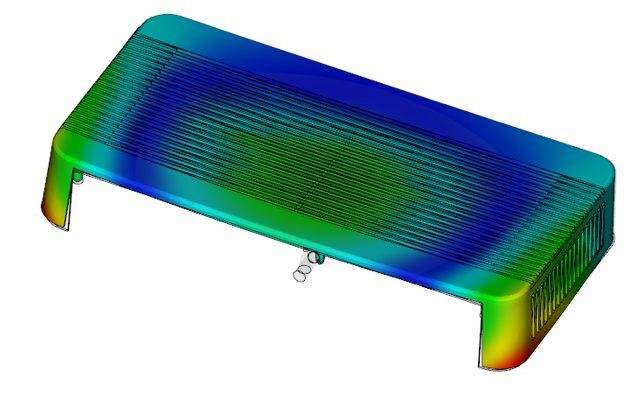
Nous avons tous connu cette situation : une pièce semble parfaite sur le modèle CAO, mais l’échantillon physique présente une vilaine ligne de soudure en plein sur une surface visible. Moldflow nous permet de « voir l’invisible » avant même de toucher l’outil. Il s'agit de repérer les bulles d'air, les injections incomplètes et les retassures dès la conception numérique. Corriger un modèle 3D prend quelques minutes ; corriger un moule en acier trempé prend des semaines (et coûte des milliers de dollars).
2. Réussir son T0
L'objectif est toujours un essai T0 parfait. Pour y parvenir, il faut bien plus qu'une simple estimation du positionnement de la buse. Nous utilisons la simulation pour tester la robustesse de différents scénarios : que se passe-t-il si nous déplaçons la buse de 5 mm ? Comment la configuration du refroidissement affecte-t-elle le temps de cycle ? En identifiant rapidement la « fenêtre de procédé » optimale, nous évitons à nos clients le cycle interminable d'essais et d'erreurs lors de la réalisation des prototypes de moules.
3. Préserver la qualité de l'acier
Prédire le retrait et la déformation n'est pas qu'un simple exercice de calcul ; c'est une question de sécurité. Il n'y a rien de pire que de recevoir ses premiers échantillons et de constater que la pièce est tellement déformée qu'elle est hors tolérance, et que vous avez déjà enlevé tout le métal. Moldflow nous permet de corriger ces décalages dès le début. Cela vous évite la panique en plein projet lorsque vous réalisez que le moule est inutilisable et qu'il faut effectuer des soudures coûteuses ou une reconstruction complète pour obtenir une dimension acceptable.
4. Cohérence entre les injections
Bien sûr, tout le monde peut avoir de la chance et obtenir un premier échantillon correct. Mais la constance sur une production de 100 000 pièces ? C'est là le vrai défi. Si votre refroidissement n'est pas uniforme ou si votre remplissage n'est pas parfaitement équilibré, vous passerez votre temps à corriger les dimensions pendant toute la durée de vie de l'outillage. Moldflow nous aide à corriger ces problèmes en garantissant que chaque cavité se comporte exactement de la même manière. Que ce soit le premier essai ou le 50 000e, la pièce doit s’ajuster parfaitement, surtout dans les assemblages de haute précision où quelques microns font la différence entre la réussite et le rejet.
5. Les données plutôt que l’intuition
Nous avons tous déjà assisté à des réunions où trois personnes différentes avaient trois intuitions différentes quant à l’emplacement du point d’injection. L’expérience est essentielle, mais la physique est objective. Moldflow nous fournit une feuille de route quantitative basée sur les gradients de pression et les courbes thermiques réels. Cela permet de passer d’une approche subjective (« Je pense que ça pourrait marcher ») à une approche objective (« Les données montrent que ça marchera »). Moldflow élimine les conjectures et nous permet de nous concentrer sur l’ingénierie.
En fin de compte, Moldflow est la solution idéale pour minimiser les risques. Il s'agit de raccourcir ces cycles de développement fastidieux et de s'assurer que, lorsque nous appuierons enfin sur le bouton « Démarrage du cycle », nous ne nous contenterons pas de croiser les doigts et d'espérer le meilleur. Nous ne prenons pas de risques avec votre budget : nous mettons en œuvre un plan qui a déjà fait ses preuves en environnement virtuel.
EN SAVOIR PLUS
L'art de la ligne de séparation : pourquoi la conception de moules ne se résume pas à séparer une pièce
Dans le monde du moulage par injection, la ligne de joint n'est jamais une simple séparation aléatoire. C'est le point de convergence crucial entre les contraintes d'ingénierie et les exigences esthétiques. Une surface de joint bien conçue n'est pas seulement fonctionnelle : elle est élégante, facile à usiner et conçue pour une durée de vie d'un million de cycles.
Pour la réussir, il faut allier une rigueur technique implacable à une solide expérience pratique en atelier.
Petit rappel :
La surface de joint : C'est le point de contact entre la face A (cavité) et la face B (noyau). C'est l'interface principale qui définit la géométrie de l'outillage.
La ligne de joint : C'est la marque laissée sur la pièce finale. Pour un ingénieur, elle témoigne du fonctionnement du moule ; pour un consommateur, elle doit être aussi invisible que possible.
Notre philosophie est simple : optimiser le démoulage, simplifier l’usinage et concevoir en tenant compte du coût total de possession, tout en le surveillant de près.
Voici comment nous détaillons notre stratégie concernant les lignes de joint.
Esthétique et précision : « Le témoin invisible »
Dans un monde idéal, la ligne de joint devrait être invisible. Si l’utilisateur final peut sentir une arête avec son ongle ou apercevoir un défaut gênant, nous avons manqué notre objectif en matière de conception pour la fabrication (DFM).
Dissimuler la ligne : nous évitons que les lignes de joint apparaissent sur les surfaces esthétiques principales. Nous privilégions leur dissimulation dans les transitions, les nervures ou les rainures décoratives. Lorsque la dissimulation de la ligne n’est pas possible, nous intégrons souvent un décalage décoratif ou une « ligne d’ombre » dans la conception afin de camoufler le défaut. Concentrez les éléments de précision : Ne répartissez pas les géométries à tolérances serrées, comme les épaulements ou les alésages concentriques, sur les deux moitiés. Conservez-les d’un seul côté pour éviter les problèmes inévitables de décalage du moule et d’accumulation des tolérances.
Les répartir au niveau de la ligne de joint introduit des erreurs d’assemblage et des problèmes de concentricité.
Protégez les zones fonctionnelles : Ne faites jamais passer une ligne de joint à travers une surface d’étanchéité ou un filetage de précision. C’est la garantie de fuites et de défaillances mécaniques.
Priorité au démoulage : « Un démoulage propre »
Une pièce coincée dans l’outillage est plus qu’un simple désagrément : c’est une catastrophe pour la production.
Recherchez le profil le plus large : Nous divisons toujours le moule au niveau de la section transversale maximale de la pièce. Cela garantit que la pièce se dégage de l’acier sans interférence. Assurer un bon maintien de la pièce côté B : Le système d’éjection étant situé sur la partie mobile du moule, la pièce doit y rester en place lors de l’ouverture du moule. Nous y parvenons en équilibrant soigneusement la dépouille et la texture, en veillant à ce que la pièce « adhère » au noyau pour qu’elle s’éjecte correctement de la cavité à chaque fois.
Supprimer les coulisseaux : Les mouvements latéraux (coulissants et éjecteurs) augmentent les coûts et la complexité. Nous cherchons constamment à optimiser la ligne de joint pour éliminer le besoin de coulisseaux. Si leur utilisation est indispensable, nous réduisons la course et concentrons l’action sur la partie B.
Fabricabilité : « Le moule respirant »
Un moule qui ne peut pas respirer est voué à l’échec. Nous utilisons la ligne de joint comme les poumons de l’outil.
Ventilation naturelle : Nous positionnons stratégiquement la ligne de joint à l’extrémité du flux de matière fondue. Cela permet à l'air emprisonné de s'échapper naturellement, évitant ainsi le redoutable phénomène de « dieseling » ou de brûlures de gaz qui endommagent les pièces.
Gestion des géométries minces : Pour compenser les variations d'épaisseur des parois des pièces minces, il est souvent nécessaire d'opter pour un plan de joint conique ou à gradins. Ceci fige la géométrie de l'outil, assurant une épaisseur nominale constante et empêchant la pièce de se déformer (effet « pomme de terre ») lors du refroidissement.
Outillage et CNC : Privilégier l'usinabilité
La complexité est l'ennemie du mouliste.
Éviter les « montagnes russes » : Dans la mesure du possible, nous utilisons des plans de joint plats. Les surfaces de joint torsadées et à plusieurs niveaux peuvent paraître esthétiques en CAO, mais elles représentent un véritable cauchemar pour l'usinage CNC et sont encore plus difficiles à ajuster manuellement lors de l'assemblage. Absence de pièces en acier mince : Nous évitons les angles vifs et les fines lames d'acier près de la ligne de joint. Ces zones sont sujettes à l'écaillage ou à l'usure prématurée, ce qui entraîne des bavures et des réparations coûteuses à terme.
Aspects économiques : Optimisation de la presse
La méthode de découpe de la pièce influe directement sur son coût unitaire.
Encombrement minimal : Nous alignons la ligne de joint afin de minimiser la surface projetée de la pièce par rapport à la direction de serrage. Une surface projetée réduite signifie une force de serrage requise plus faible, ce qui nous permet d'usiner votre pièce sur une presse plus petite et moins coûteuse.
Standardisation et simplification : Une seule ligne de joint principale est toujours préférable à trois. Plus l'outil est simple, plus les coûts de maintenance sont faibles et plus la fiabilité est élevée.
Le Fond
En fin de compte, une ligne de séparation n'est pas qu'une simple marque sur une pièce ; c'est la signature de la qualité d'ingénierie qui la sous-tend. Que vous recherchiez une précision médicale ou des biens de consommation produits en grande série, la manière dont vous séparez vos pièces détermine votre succès.
EN SAVOIR PLUS
À l'intérieur de la presse: un regard réel sur le cycle de moulage par injection
Introduction
Dans la fabrication moderne, le moulage par injection est le plus important pour les pièces en plastique de grande volume et de précision. Mais pour la plupart des designers, la magie se produit derrière des portes en acier fermées. Comprendre le mécanique “ battement cardiaque” de la presse est la première étape vers une conception qui fonctionne réellement en atelier, pas seulement dans une simulation CAO.Voici comment le cycle se brise réellement :
Étape 1: Le verrouillage (serrage)
Avant qu'un seul pellet de résine ne se déplace, la presse doit fixer l'outil. Nous parlons ici d’une force massive – souvent des centaines de tonnes – pour empêcher le côté A et le côté B de souffler pendant le tir.La Vue Pro: Don’ t sous-estime la surface. Si vous moulez une pièce de la taille d’une assiette, cette pression interne lutte pour forcer l’ouverture du moule. Pas assez “ tonnage” (force de serrage), vous obtenez flash - ce saignement en plastique désordonné qui gâche les bords de votre pièce.Étape 2: Le tir (injection)
Une fois que l'outil est serré serré, la vis avance. Ce n'est pas juste un simple remplissage; Il s'agit d'une percussion à grande vitesse de résine fondue à travers la buse et dans la géométrie de l'outil.Le défi caché : Chaque cavité du moule est déjà pleine d’air. Au fur et à mesure que le plastique pénètre, cet air a besoin d’une stratégie de sortie immédiate. C'est pourquoi nous sommes obsédés par la ventilation. Si cet air est piégé et comprimé, il se chauffe instantanément, provoquant “ diesel” ou ces laides brûlures noires sur votre partie finie.Étape 3: L'attente (refroidissement)
Le remplissage est fait. L'horloge commence. Le refroidissement est généralement le “ temps mort” dans le cycle, mais cela représente environ 70% du temps total du processus.Physique au travail: nous sommes’ t juste le laisser s'asseoir. Nous tirons agressivement la chaleur via les lignes d'eau internes.La réalité du design: C'est là que l'épaisseur uniforme des murs devient votre meilleur ami. Si une partie de votre pièce reste chaude tandis qu'une autre gèle, la partie se battra littéralement elle-même au fur et à mesure qu'elle se rétrécit. Le résultat ? Marques d'évier ou cette déformation redoutée qui envoie des pièces à la poubelle.Étape 4 : Plastification – Préparation du prochain tir
La machine est un maître multitâche. Même si la partie actuelle se solidifie encore dans le moule, la vis est déjà en soutien pour se préparer à ce qui suit.Ce qui se passe réellement: Il mâche des granules brutes de la trémie, en utilisant une combinaison brutale de bandes chauffantes et de frottement mécanique pur pour préparer le prochain “ Tiré. ” Nous appelons cela la récupération de vis, et obtenir la bonne vitesse et la contrepression est la sauce secrète pour une densité de fusion constante.Étape 5 : Éjection – Le moment de la vérité
Une fois que la pièce atteint sa température cible et gagne assez de structure “ épine dorsale, ” le moule s'ouvre.La libération: C'est là que les broches d'éjecteur - ces minuscules doigts mécaniques - poussent la pièce hors du noyau. Si vos angles d'ébauche sont’ t spot sur, vous entendrez un “ crunch” ou voir des marques de traînement qui gâchent une finition parfaitement bonne. C’est le test ultime de la conception de votre outil.Le moulage par injection est’ t juste à propos d'appuyer sur un bouton et de regarder les pièces tomber dans une poubelle. C'est un équilibre délicat entre la température, la pression et le timing. Si vous sautez l'étape DFM (Design for Manufacturability), vous êtes’ Vous ne risquez qu'une mauvaise partie, vous risquez l'ensemble de votre calendrier de production.Étape 6 : Post-Processus – Récupération de pièces La stratégie RunnerLe cycle interne de la machine est terminé, mais le travail n’est pas terminé jusqu’à ce que la pièce soit prête à l’étagère. Que ce soit tombé dans une poubelle de collecte ou saisi par un bras robotique, la dernière étape porte sur la séparation et la logistique. La Vue Pro: Dans un standard “ coureur froid” configuration, votre pièce sort attachée à un plastique “ échafaudage” (Le coureur). Nous les décomposons, et dans un magasin durable, ces coureurs sont immédiatement jetés dans un granulateur pour être transformés en remissage, ce qui minimise les déchets de matériaux et réduit le coût de vos pièces. Le Hack à haut volume : si vous utilisez des millions d’unités, nous vous dirigerions probablement vers un système Hot Runner. Alors que les runners chauds exigent plus de capitaux à l'avance, ils rationalisent le processus en contornant complètement le système de runner. Vous obtenez zéro déchets et un temps de cycle beaucoup plus maigre. Après une pesée et un comptage rapides pour la précision, nous les emballons et les faisons déménager, sur le chemin vers votre installation sans aucune opération secondaire inutile.Vous avez un design complexe qui vous donne des maux de tête? N'attendez pas que vous soyez sur l'atelier pour trouver les défauts. Contactez notre équipe pour une analyse DFM en profondeur, et faisons fonctionner votre projet aussi facilement qu’un système à chaud.
EN SAVOIR PLUS
Les secrets d'ingénierie des moules de dévissage automatique à grande vitesse
Si vous fabriquez des pièces avec des filets internes ou externes, comme des raccords de tuyauterie, des bouchons cosmétiques ou des vannes industrielles, vous savez que le “ débloquer” La phase est le plus gros goulot d'étranglement du cycle d'injection. Dans de nombreux magasins standard, cela est toujours fait par le débrayage manuel ou par des opérations lentes et secondaires.Chez Xinkey Mould, nous voyons le filetage non seulement comme une fonctionnalité, mais comme un puzzle mécanique à automatiser. C'est pourquoi l'ingénierie d'un système de dévissage automatique est le meilleur investissement pour des pièces filetées de grand volume.Le cœur à engrenage: Rack et Pinion vs. moteurs hydrauliques
Le noyau d'un moule de dévissage est son mécanisme d'entraînement. Il n'y a pas “ une taille-convient-à-tous” solution ici.Rack et Pignon: Pour les mouvements synchronisés à grande vitesse, nous concevons souvent un système de crémaillère et de pignon entraîné par le moule ’ s coup d'ouverture. C’est purement mécanique et incroyablement rapide.Moteurs hydrauliques ou électriques : lorsque le filet est trop long ou nécessite plusieurs rotations, nous intégrons des moteurs de précision.
Le secret que Xinkey a appris depuis plus de 25 ans ? C’est la synchronisation. Si le noyau ne’ t se retirer au même rythme que le pas du fil, vous enleverez les fils en plastique avant que la pièce ne quitte même le moule. Nos concepteurs utilisent la simulation 3D pour cartographier ce “ voyage-à-rotation” rapport au micron.Résoudre “ Friction” cauchemarLes noyaux filetés tournent constamment contre la cavité du moule. Cela crée des frottements massifs et de la chaleur. Les magasins de moules standard font souvent face à “ irritation” (saisie métal-sur-métal) après seulement quelques milliers de coups.Nous résolons cela en choisissant le bon “ muscle” pour le moule. Nous utilisons des aciers durcis H13 ou S136 pour les noyaux rotatifs, souvent traités avec des revêtements spécialisés à faible frottement (comme le DLC). En outre, nous concevons des canaux de refroidissement internes à l'intérieur du noyau rotatif, un exploit d'ingénierie de haut niveau qui garantit que le plastique se fixe rapidement et que les fils restent croustillants, tir après tir.Le ROI : pourquoi “ Pas cher” Les moules vous coûtent plusNous voyons souvent des clients venir à nous après avoir acheté un moule de dévissage manuel moins cher ailleurs. Ils ont économisé 5 000 $ sur l'outil, mais dépensent 2 000 $ chaque mois pour la main-d'œuvre et les pièces de ferraille.Un moule de dévissage automatique de Xinkey peut avoir un coût initial plus élevé, mais il élimine l'intervention manuelle. En rasant 5 secondes d'un cycle et en éliminant le besoin d'un opérateur humain, le moule se paie généralement dans les premiers mois de production.L'avantage de Xinkey
Lorsque vous nous envoyez un fichier 3D pour une pièce filetée, nos 22 concepteurs ne’ Il suffit de regarder la forme. Nous examinons le pas, le rétrécissement du matériau et le temps du cycle. Nous construisons des outils qui vous permettent de frapper “ Démarrer” bouton et laissez la machine faire le travail 24/7.
EN SAVOIR PLUS
Pourquoi le moulage de bakélite est le “ Art noir” du monde des outils
Si vous entrez dans un magasin d'injection standard et demandez un moule de bakélite (phénolique), la plupart vous refuseront. Pourquoi ? Parce que Bakelite est un “ Thermoset” matériau, il joue par un ensemble complètement différent de règles que standard ABS ou PC.Chez Xinkey, nous avons maîtrisé ce “ Art noir” Depuis plus de deux décennies, nous soutenons des marques comme TeFaL avec des composants résistants à la chaleur qui ne fondent jamais. Voici ce qui rend le moulage de bakélite si difficile et comment nous le résolons.Ce n'est pas refroidissement; C'est guérirLe plastique standard consiste à le faire fondre, à le tirer et à le refroidir. La bakélite ressemble plus à faire un gâteau. Vous devez chauffer le moule pour déclencher une réaction chimique (durcissement).Si la température de votre moule est éteinte de seulement quelques degrés, la pièce sera “ sous-cuit” (fragile) ou “ trop cuit” (brûlé). Nous intégrons des cartouches de chauffage spécialisées à haut rendement dans nos conceptions 3D pour garantir que le profil thermique est parfaitement uniforme sur toute la cavité.La bataille contre le dégazage
Lorsque la bakélite guérit, elle libère beaucoup de gaz. Si ce gaz est piégé, vous obtenez “ voids” ou marques de brûlure sur la surface. La plupart des magasins échouent ici parce qu'ils utilisent une ventilation standard.Chez Xinkey, nos concepteurs ingénieurs “ ventilation agressive” canaux. Ce sont des écarts microscopiques (parfois seulement 0,01 mm) qui sont assez larges pour que le gaz s'échappe mais assez étroits pour empêcher “ flash” (plastique en fuite). C’est une marge d’erreur mince comme un rasoir qui nécessite 25 ans d’expérience pour se faire bien.The “ Papier de sable” EffetLa bakélite est abrasive. Il mange à travers l'acier doux comme le papier sablé. C’est pourquoi nous n’utilisons jamais P20 ou des aciers bon marché pour ces projets. Nous utilisons exclusivement l'acier durci H13 ou S136, souvent avec des revêtements spécialisés, pour nous assurer que le moule peut supporter 500 000 coups sans arrondir les bords.Don’ t faire confiance à vos projets à haute chaleur à un magasin qui “ Je pense qu'ils peuvent le faire.” Faites confiance à une équipe qui a vécu et respiré l'ingénierie thermodurcissable depuis 25 ans.
EN SAVOIR PLUS




