
Diseño de moldes de alta eficiencia para embalaje industrial.
En el envasado industrial, específicamente para cubos y baldes de 5 a 20 litros, el éxito o el fracaso depende del tiempo de ciclo. Si su cubo de 20 litros tarda 42 segundos en enfriarse, mientras que el de su competidor tarda 40, está perdiendo dinero en cada inyección. En una producción de un millón de unidades, esos dos segundos representan una pequeña fortuna.
En Xinkey, utilizamos nuestra capacidad de inyección de 750 toneladas y nuestra ingeniería de envasado especializada para ayudar a nuestros clientes a dominar sus mercados. Así es como fabricamos moldes que generan beneficios para la industria del envasado.
Geometría de refrigeración: La clave de la velocidad. Los moldes estándar utilizan líneas de refrigeración básicas. Para cubos de alta velocidad, diseñamos circuitos de refrigeración complejos y adaptables que envuelven los núcleos de cavidad profunda. Utilizamos materiales especializados con alta conductividad térmica en las zonas que acumulan más calor (como la compuerta y el borde inferior). ¿El resultado? Disipación de calor más rápida y un tiempo de ciclo consistentemente entre un 10 % y un 15 % más rápido que las herramientas estándar.
Resistencia de pared delgada: Combatiendo el "abultamiento". Los cubos industriales deben ser lo suficientemente ligeros para ahorrar en costos de resina, pero lo suficientemente resistentes para apilarlos de cuatro en cuatro en un almacén caluroso. Nos enfocamos en la consistencia del espesor de la pared. Incluso una variación de 0,05 mm en un cubo grande puede hacer que se incline o falle bajo carga. Nuestro mecanizado CNC de precisión garantiza que el núcleo y la cavidad estén perfectamente centrados, lo que le brinda una pieza equilibrada que supera todas las pruebas de caída.
Diseñados para el largo plazo. Los moldes de embalaje funcionan a pleno rendimiento: 24 horas al día, 7 días a la semana. Fabricamos nuestros moldes para cubos utilizando aceros endurecidos de primera calidad, como H13 o 1.2344, tratados para soportar la fricción de alta velocidad de la inyección rápida. Nuestros moldes están diseñados para un "fácil mantenimiento". Esto significa que las piezas de desgaste se pueden reemplazar en planta sin necesidad de llevar todo el molde al taller.
La promesa de Xinkey en materia de embalaje: Ya sea que necesite un cubo para productos químicos de alta resistencia o un envase para alimentos de gran estética, le ofrecemos la escala de 750 toneladas y la experiencia en ingeniería para optimizar su línea de producción. No solo fabricamos moldes para cubos; impulsamos el éxito de su negocio.
LEER MÁS
Por qué ya no mecanizamos acero sin Moldflow
Seamos honestos: en el mundo del moldeo por inyección, "arreglarlo después" es una pesadilla. Si esperas a que el molde esté en la prensa para descubrir una marca de hundimiento o deformación importante, ya has perdido la batalla. Los costos de volver a cortar el acero y los retrasos en el envío pueden arruinar el retorno de la inversión de un proyecto.
Por eso, Moldflow no es solo una "herramienta sofisticada" para nosotros, sino nuestra póliza de seguro. He aquí por qué es indispensable para cualquier proyecto serio.
1. Se acabaron las "conjeturas" sobre los defectos.
A todos nos ha pasado: una pieza se ve genial en el CAD, pero la muestra física presenta una fea línea de soldadura justo en una superficie visible. Moldflow nos permite "ver lo invisible" incluso antes de tocar el molde. Hablamos de detectar burbujas de aire, defectos de inyección y marcas de hundimiento mientras el diseño aún es digital. Corregir un modelo 3D lleva minutos; corregir un molde de acero endurecido lleva semanas (y miles de dólares).
2. Lograr el éxito en la prueba T0
El objetivo siempre es una prueba T0 perfecta. Para conseguirlo, se necesita algo más que una buena estimación de la ubicación de la compuerta. Utilizamos la simulación para probar diferentes escenarios: ¿Qué ocurre si movemos la compuerta 5 mm? ¿Cómo afecta la configuración de refrigeración al tiempo de ciclo? Al encontrar la ventana de proceso óptima con antelación, evitamos a nuestros clientes el ciclo interminable de prueba y error durante el muestreo del molde.
3. Mantener la seguridad del acero
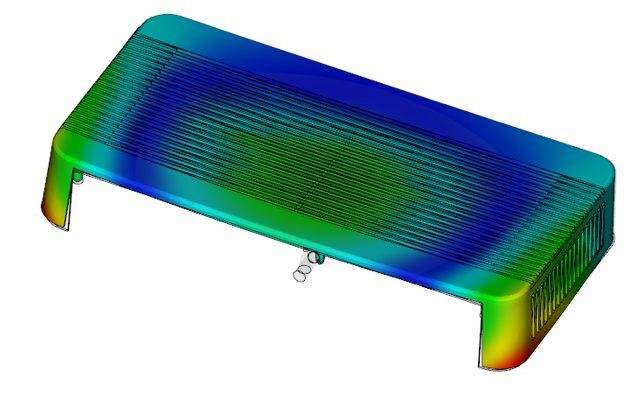
Predecir la contracción y la deformación no es solo un ejercicio matemático, sino que se trata de mantener la seguridad del acero. No hay nada peor que recibir las primeras muestras y darte cuenta de que la pieza se ha deformado tanto que está fuera de especificación, y que ya has eliminado todo el metal. Moldflow nos permite incorporar esas desviaciones desde el principio. Te evita ese susto a mitad del proyecto cuando te das cuenta de que el molde está inservible y requiere soldadura costosa o una reconstrucción completa solo para obtener una dimensión útil.
4. Consistencia entre moldes
Cualquiera puede tener suerte y obtener una primera muestra decente. ¿Pero consistencia en una producción de 100 000 piezas? Esa es la verdadera prueba. Si el enfriamiento no es uniforme o el llenado no está perfectamente equilibrado, tendrás que estar ajustando las dimensiones durante toda la vida útil del molde. Moldflow nos ayuda a solucionar estos problemas asegurando que cada cavidad se comporte exactamente igual. Ya sea el primer intento o el número 50.000, la pieza debe encajar, especialmente en ensamblajes de alta precisión donde unas pocas micras marcan la diferencia entre el éxito y el fracaso.
5. Datos por encima de la intuición
Todos hemos estado en reuniones donde tres personas diferentes tenían tres intuiciones distintas sobre dónde debería ir la compuerta. La experiencia es vital, pero la física no entiende de egos. Moldflow nos proporciona una hoja de ruta cuantitativa basada en gradientes de presión y curvas térmicas reales. Cambia la conversación de un enfoque subjetivo ("creo que esto podría funcionar") a uno objetivo ("los datos demuestran que funcionará"). Elimina las conjeturas para que podamos centrarnos en la ingeniería.
En definitiva, Moldflow es la estrategia definitiva para minimizar riesgos. Se trata de comprimir esos dolorosos ciclos de desarrollo y asegurarnos de que, cuando finalmente pulsemos el botón de "Inicio de ciclo", no estemos simplemente cruzando los dedos y esperando lo mejor. No estamos arriesgando su presupuesto; estamos ejecutando un plan que ya ha sido probado en un entorno virtual.
LEER MÁS
El arte de la línea de separación: por qué el diseño de moldes es más que simplemente dividir una pieza.
En el mundo del moldeo por inyección, la línea de separación nunca es una simple división aleatoria. Es la intersección crucial donde las limitaciones de ingeniería se encuentran con las exigencias estéticas. Una superficie de separación bien diseñada no solo es funcional, sino también elegante, fácil de mecanizar y construida para una vida útil de un millón de ciclos.
Lograr un buen diseño requiere una combinación de lógica de ingeniería y años de experiencia práctica en el taller.
Primero, un breve repaso:
La superficie de separación: Es la unión entre el lado A (cavidad) y el lado B (núcleo). Es la interfaz principal que define la geometría del molde.
La línea de separación: Es la marca que queda en la pieza final. Para un ingeniero, es un mapa de cómo funcionó el molde. Para el consumidor, debe ser lo más invisible posible.
Nuestra filosofía es simple: optimizar el desmoldeo, simplificar el mecanizado y diseñar teniendo en cuenta el costo total de propiedad.
Así es como desglosamos nuestra estrategia de líneas de separación.
Estética y precisión: «El testigo invisible»
En un mundo ideal, la línea de separación debería ser invisible. Si el usuario final puede notar una cresta con la uña o un destello que distraiga, no hemos cumplido con el diseño para la fabricación (DFM).
Ocultar la marca: Mantenemos las líneas de separación fuera de las superficies cosméticas principales. Priorizamos ocultarlas en transiciones, nervaduras o ranuras decorativas. Cuando ocultar la línea no es una opción, a menudo incorporamos un escalón decorativo o una «línea de sombra» al diseño para camuflar la diferencia.
Concentre las características de precisión: No divida geometrías de alta tolerancia, como escalones de acoplamiento o orificios concéntricos, en ambas mitades. Manténgalas en un solo lado para evitar los inevitables problemas de desplazamiento del molde y acumulación de tolerancias.
Dividirlas a través de la línea de separación genera errores de ensamblaje y problemas de concentricidad.
Proteja las zonas funcionales: Nunca haga una línea de separación a través de una superficie de sellado o una rosca de precisión. Es una receta para fugas y fallas mecánicas.
Prioridad en el desmoldeo: «Liberación limpia»
Una pieza que se atasca en el molde es más que una molestia: es un desastre de producción.
Busque el perfil más ancho: Siempre dividimos el molde en la sección transversal máxima de la pieza. Esto garantiza que la pieza se desplace libremente sin interferencias.
Garantizando el "abrazo" del lado B: Dado que el mecanismo de expulsión se encuentra en la mitad móvil, la pieza debe permanecer allí cuando el molde se abre. Lo logramos equilibrando cuidadosamente la inclinación y la textura, haciendo que la pieza "se adhiera" al núcleo para que salga de la cavidad en cada ocasión.
Eliminando los deslizadores: Las acciones laterales (deslizadores y elevadores) aumentan el costo y la complejidad. Siempre buscamos maneras de optimizar la línea de separación para eliminar la necesidad de tiradores laterales. Si debemos usarlos, mantenemos la distancia de recorrido corta y la acción en el lado B.
Fabricabilidad: "El molde transpirable"
Un molde que no puede respirar fallará. Usamos la línea de separación como los pulmones de la herramienta.
Ventilación natural: Colocamos estratégicamente la línea de separación al final del flujo de fusión. Esto permite que el aire atrapado escape de forma natural, evitando el temido efecto diésel o quemaduras por gas que dañan las piezas.
Gestión de geometrías delgadas: Combatir la variación del espesor de pared en piezas delgadas a menudo requiere cambiar a un plano de separación cónico o escalonado entrelazado. Esto fija la geometría de la herramienta, manteniendo la pared nominal constante y evitando que la pieza se deforme durante el enfriamiento.
Herramientas y CNC: Facilidad de mecanizado
La complejidad es el enemigo del fabricante de moldes.
Evite la "montaña rusa": Siempre que sea posible, utilizamos planos de separación planos. Las superficies de separación retorcidas y multinivel pueden verse bien en CAD, pero son una pesadilla para el CNC y aún peor para el ajuste manual durante el ensamblaje.
Condiciones sin acero delgado: Evitamos esquinas afiladas o láminas delgadas de acero cerca de la línea de separación. Estas áreas son propensas a astillarse o desgastarse prematuramente, lo que genera rebabas y reparaciones costosas a largo plazo.
Economía: Optimización de la prensa
La forma en que dividimos la pieza afecta directamente el costo por unidad.
Minimización del espacio ocupado: Alineamos la línea de separación para minimizar el área proyectada de la pieza en relación con la dirección de sujeción. Un área proyectada menor implica menor tonelaje requerido, lo que significa que podemos procesar su pieza en una prensa más pequeña y económica.
Estandarización y simplificación: Una línea de separación principal siempre es mejor que tres. Cuanto más simple sea la herramienta, menor será el costo de mantenimiento y mayor la confiabilidad.
La parte inferior
En definitiva, una línea de separación no es solo una marca en una pieza, sino un sello distintivo de la calidad de ingeniería que la respalda. Ya sea que busque precisión de grado médico o bienes de consumo de alto volumen, la forma en que se realiza la separación del molde define el éxito.
LEER MÁS
Dentro de la prensa: una mirada del mundo real al ciclo de moldeo por inyección
Introducción
En la fabricación moderna, el moldeo por inyección es el golpe pesado para piezas plásticas de alto volumen y precisión. Pero para la mayoría de los diseñadores, la magia ocurre detrás de puertas de acero cerradas. Comprender la mecánica “ latido del corazón” de la prensa es el primer paso hacia un diseño que realmente funciona en el taller, no solo en una simulación CAD.Así es como se rompe el ciclo:
Paso 1: El bloqueo (sujeción)
Antes de que un solo gránulo de resina se mueva, la prensa tiene que fijar la herramienta. Estamos hablando de una fuerza masiva aquí, a menudo cientos de toneladas, para evitar que el lado A y el lado B se desmoronen durante el tiro.La Vista Pro: Don’ t subestimar la superficie. Si está moldeando una parte del tamaño de un plato de cena, esa presión interna está luchando para forzar el molde a abrirse. Sin suficiente “ tonelaje” (fuerza de sujeción), obtienes flash, ese desordenado sangrado plástico que arruina los bordes de tu pieza.Paso 2: El tiro (inyección)
Una vez que la herramienta está sujetada firmemente, el tornillo se mueve hacia adelante. Esto no es solo un simple relleno; es un golpe de alta velocidad de resina fundida a través de la boquilla y en la geometría de la herramienta.El desafío oculto: Cada cavidad del molde ya está llena de aire. A medida que el plástico entra, ese aire necesita una estrategia de salida inmediata. Es por eso que nos obsesionamos con la ventilación. Si ese aire se atrapa y comprime, se calienta al instante, causando “ diesel” o esas feas marcas negras de quemadura en tu parte terminada.Paso 3: La espera (enfriamiento)
El relleno está hecho. Ahora comienza el reloj. El enfriamiento suele ser el “ tiempo muerto” en el ciclo, sin embargo, representa aproximadamente el 70% del tiempo total del proceso.Física en el trabajo: estamos’ Sólo dejándolo sentar. Estamos sacando calor agresivamente a través de líneas de agua internas.La realidad del diseño: Aquí es donde el grosor uniforme de la pared se convierte en su mejor amigo. Si una sección de su parte se mantiene caliente mientras que otra se congela, la parte literalmente se combatirá a sí misma a medida que se contrae. ¿El resultado? Marcas de fregadero o esa temida deformación que envía partes a la basura.Paso 4: Plastificación – Preparación de la próxima toma
La máquina es un multitasker maestro. Incluso mientras la parte actual todavía se está solidificando en el molde, el tornillo ya está respaldando para prepararse para lo siguiente.Lo que realmente está sucediendo: Se está masticando a través de gránulos crudos de la tolva, utilizando una combinación brutal de bandas calentadoras y fricción mecánica pura para preparar el próximo “ disparado. ” Llamamos a esto recuperación de tornillo, y obtener la velocidad y la contrapresión correctas es la salsa secreta para una densidad de fusión consistente.Paso 5: Ejección – El momento de la verdad
Una vez que la pieza alcanza su temperatura objetivo y gana suficiente estructural “ espina dorsal, ” el molde se abre.La liberación: Aquí es donde los pasadores del eyector, esos pequeños dedos mecánicos, empujan la parte fuera del núcleo. Si sus ángulos de borrador son’ t punto en, escucharás un “ crunch” o ver marcas de arrastre que arruinan un acabado perfectamente bueno. Es la prueba definitiva del diseño de su herramienta.El moldeo por inyección es’ No es simplemente presionar un botón y ver las piezas caer en un contenedor. Es un delicado equilibrio de temperatura, presión y tiempo. Si se salta la etapa DFM (Diseño para la Manufacturabilidad), está’ No solo arriesgas una parte mala, estás arriesgando toda tu línea de tiempo de producción.Paso 6: Post-proceso – Recuperación de piezas y La estrategia RunnerEl ciclo interno de la máquina ha terminado, pero el trabajo no se hace hasta que la pieza está lista para el estante. Ya sea que se deje caer en un contenedor de recogida o que sea arrebatado por un brazo robótico, la etapa final se refiere a la separación y la logística. La Vista Pro: En un estándar “ corredor frío” configuración, su parte sale fijada a un plástico “ andamios” (El corredor). Los cortamos, y en una tienda sostenible, esos corredores se lanzan inmediatamente a una granuladora para convertirse en remolino. Esto minimiza el desperdicio de material y mantiene el costo de su pieza bajo. El hack de alto volumen: si está ejecutando millones de unidades, probablemente lo dirigiremos hacia un sistema Hot Runner. Mientras que los corredores calientes exigen más capital inicial, racionalizan el proceso evitando por completo el sistema de corredores. Obtienes cero chatarra y un tiempo de ciclo mucho más delgado. Después de un rápido peso y cuenta para la precisión, los encajamos y los movemos en su camino a su instalación sin ninguna operación secundaria innecesaria. ¿Tienes un diseño complejo que te está dando dolores de cabeza? No esperes hasta que estés en el taller para encontrar los defectos. Póngase en contacto con nuestro equipo para un análisis de DFM de inmersión profunda y hagamos que su proyecto funcione tan suavemente como un sistema de corredor caliente.
LEER MÁS
Los secretos de ingeniería de los moldes automáticos de alta velocidad
Si está fabricando piezas con roscas internas o externas, como accesorios de tuberías, tapas cosméticas o válvulas industriales, sabe que el “ desactivar” La fase es el cuello de botella más grande en el ciclo de inyección. En muchas tiendas estándar, esto todavía se hace mediante desentornillado manual o operaciones secundarias lentas.En Xinkey Mould, vemos el roscado no solo como una característica, sino como un rompecabezas mecánico que debe ser automatizado. Es por eso que la ingeniería de un sistema de desenroscado automático es la mejor inversión para piezas roscadas de alto volumen.El corazón impulsado por engranajes: Rack and Pinion vs. Motores hidráulicos
El núcleo de un molde desenroscado es su mecanismo de accionamiento. No hay “ una-talla-se ajusta-a-todos” solución aquí.Cremallera y piñón: para movimientos sincronizados de alta velocidad, a menudo diseñamos un sistema de cremallera y piñón accionado por el molde; s golpe de apertura. Es puramente mecánico e increíblemente rápido.Motores hidráulicos o eléctricos: cuando la rosca es demasiado larga o requiere múltiples rotaciones, integramos motores de precisión.
¿El secreto que Xinkey ha aprendido durante más de 25 años? Es la sincronización. Si el núcleo no’ t retroceder a la misma velocidad exacta que el paso del hilo, se desnudarán los hilos de plástico antes de que la pieza incluso salga del molde. Nuestros diseñadores utilizan la simulación 3D para mapear esta “ viaje-a-rotación” relación con el micrón.Resolver el “ Fricción” PesadillaLos núcleos roscados están girando constantemente contra la cavidad del molde. Esto crea fricción masiva y calor. Las tiendas de moldes estándar a menudo se enfrentan a “ irritación” (captura de metal sobre metal) después de unos pocos miles de disparos.Resolvimos esto eligiendo el correcto “ músculo” para el molde. Utilizamos acero endurecido H13 o S136 para los núcleos giratorios, a menudo tratados con recubrimientos especializados de baja fricción (como DLC). Además, diseñamos canales de enfriamiento internos dentro del núcleo giratorio, una hazaña de ingeniería de alto nivel que garantiza que el plástico se ajuste rápidamente y que los hilos permanezcan crujientes, tiro tras tiro.El ROI: Por qué “ Barato” Los moldes te cuestan másA menudo vemos clientes que vienen a nosotros después de comprar un molde de destornillo manual más barato en otro lugar. Ahorraron $ 5,000 en la herramienta, pero están gastando $ 2,000 cada mes en mano de obra y piezas de chatarra.Un molde de destornillo automático de Xinkey puede tener un costo inicial más alto, pero elimina la intervención manual. Al afeitar 5 segundos de un ciclo y eliminar la necesidad de un operador humano, el molde generalmente se paga por sí mismo dentro de los primeros meses de producción.La ventaja de Xinkey
Cuando nos envía un archivo 3D para una pieza roscada, nuestros 22 diseñadores no’ Sólo mira la forma. Observamos el tono, la contracción del material y el tiempo del ciclo. Construimos herramientas que le permiten golpear el “ Inicio” botón y deje que la máquina haga el trabajo 24/7.
LEER MÁS
Por qué el moldeo de bakelita es el “ Arte Negro” del mundo de las herramientas
Si entra en una tienda de inyección estándar y pide un molde de bakelita (fenólico), la mayoría lo rechazará. ¿Por qué? Porque Bakelite es un “ Termóseto” material, que juega por un conjunto completamente diferente de reglas que el ABS estándar o PC.En Xinkey, hemos estado dominando esto “ Arte Negro” por más de dos décadas, apoyando marcas como TeFaL con componentes resistentes al calor que nunca se derriten. Esto es lo que hace que el moldeo de bakelita sea tan difícil y cómo lo solucionamos.No es refrigeración; Es curaciónEl plástico estándar se trata de fundirlo, dispararlo y enfriarlo. La bakelita es más como hornear un pastel. Tienes que calentar el molde para desencadenar una reacción química (curado).Si la temperatura de su molde está apagada en solo unos pocos grados, la parte será “ bajo cocinado” (frágil) o “ excesivamente horneado” (quemado). Integramos cartuchos de calefacción especializados de alta eficiencia en nuestros diseños 3D para garantizar que el perfil térmico sea perfectamente uniforme en toda la cavidad.La batalla contra la extracción de gas
Cuando la bakelita se cura, libera mucho gas. Si ese gas queda atrapado, obtienes “ vacíos” o marcas de quemadura en la superficie. La mayoría de las tiendas fallan aquí porque usan ventilación estándar.En Xinkey, nuestros diseñadores ingenieros “ ventilación agresiva” canales. Estos son espacios microscópicos (a veces solo 0,01 mm) que son lo suficientemente anchos para que el gas escape, pero lo suficientemente estrechos para evitar “ flash” (plástico filtrado). Es un margen de error fino que requiere 25 años de experiencia para hacerlo bien.The “ Papel de lija” EfectoLa bakelita es abrasiva. Se come a través de acero blando como papel lijado. Es por eso que nunca usamos P20 o aceros baratos para estos proyectos. Utilizamos exclusivamente acero endurecido H13 o S136, a menudo con recubrimientos especializados, para garantizar que el molde pueda manejar 500.000 disparos sin redondear los bordes.No’ t confíe en sus proyectos de alto calor a una tienda que “ piensa que pueden hacerlo.” Confía en un equipo que ha vivido y respirado la ingeniería termoestable durante 25 años.
LEER MÁS




