
Diseño de deslizadores para moldes de inyección: estructura, función y mejores prácticas
Introducción
Los deslizadores (también llamados actuadores laterales o núcleos laterales) son componentes del molde que se mueven perpendicularmente —o en ángulo— a la dirección de apertura del molde. Se utilizan para formar y liberar socavaduras externas que, de otro modo, impedirían la eyección directa. Para los ingenieros de moldes que trabajan con piezas de plástico complejas, comprender el diseño de los deslizadores es fundamental.
¿Qué es un deslizador de molde?
Un deslizador es un componente móvil del molde que se desplaza lateralmente durante la carrera de apertura para liberar socavaduras externas en una pieza moldeada. Generalmente, se acciona mediante un pasador angular (también llamado pasador de leva o pasador de cuerno) montado en la mitad fija del molde.
A medida que el molde se abre, el pasador angular empuja el deslizador hacia afuera. Durante el cierre del molde, el deslizador se guía de vuelta a su posición de trabajo, listo para el siguiente ciclo.
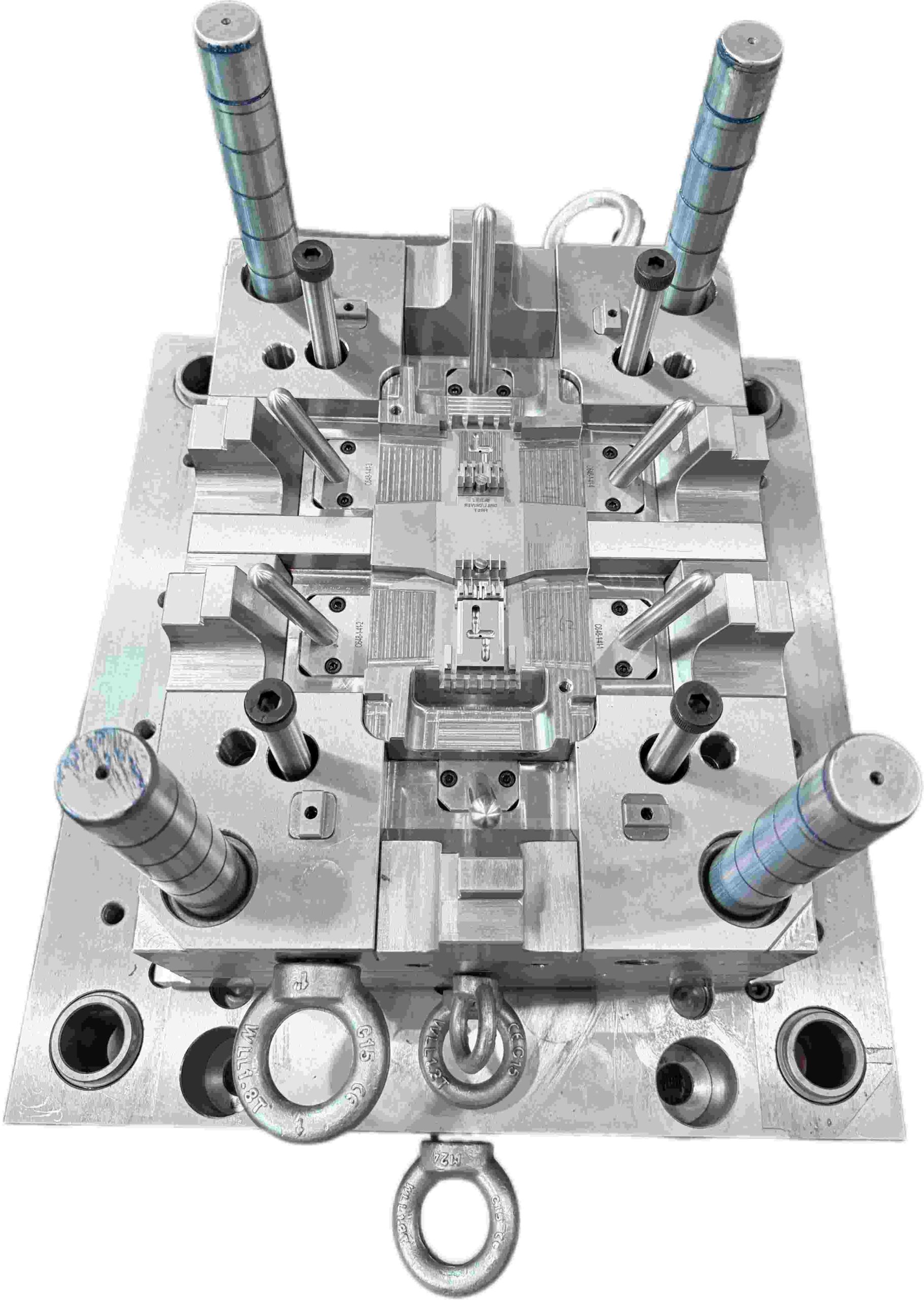
Para garantizar la estabilidad durante la inyección, el deslizador se bloquea en su lugar mediante un bloque de bloqueo (cuña). Sin este soporte, la alta presión en la cavidad —que a menudo alcanza cientos de toneladas— puede desplazar el deslizador de su posición, lo que provoca rebabas o variaciones dimensionales.
Para la construcción de moldes estándar, se suelen utilizar aceros para herramientas pretemplados, como el P20, para el cuerpo del deslizador. Sin embargo, en aplicaciones de alto volumen, el P20 por sí solo no es suficiente. A menudo se añaden insertos endurecidos o placas de desgaste en las zonas de mayor contacto para reducir la fricción, mejorar la resistencia al desgaste y prolongar significativamente la vida útil de la herramienta.
El deslizador se guía mediante guías o pilares guía para mantener la alineación durante todo su recorrido. La distancia de recorrido debe ser al menos igual a la profundidad de la socavación más un margen de seguridad de 2 a 3 mm.
¿Por qué son necesarios los deslizadores?
Muchas piezas de plástico incluyen características como orificios laterales, roscas, ganchos, clips o geometrías rebajadas en las superficies externas. Estas características crean socavaduras que impiden la eyección en línea recta del molde.
Sin un sistema de acción lateral como un deslizador, la pieza quedaría bloqueada mecánicamente en la cavidad. Cualquier intento de eyectarla directamente conllevaría el riesgo de dañar la pieza, desgastar el molde o incluso detener la producción.
En la práctica, el deslizador actúa como un mecanismo de liberación obligatorio: debe retraerse completamente antes de que se active el sistema de eyección. Si la sincronización es incorrecta, la pieza puede quedar atrapada, lo que puede provocar daños y paradas no planificadas.
En comparación con los elevadores internos, los deslizadores suelen ser más robustos para socavados externos. Se accionan mediante el movimiento de apertura del molde y se bloquean mecánicamente contra la presión de inyección mediante el bloque de talón, lo que los hace adecuados para entornos de producción de alto volumen donde se requieren millones de ciclos.
Una ventaja clave de los deslizadores es su capacidad de distribución de carga. El bloque de talón y las superficies de guía distribuyen las fuerzas de inyección sobre una mayor área de contacto, lo que reduce la deflexión y el desgaste en comparación con los sistemas de elevación mecánicos más pequeños.
Problemas comunes de los deslizadores
1. Agarrotamiento y bloqueo: El agarrotamiento del deslizador se produce cuando las superficies deslizantes operan con lubricación insuficiente, lo que provoca la acumulación de metal y, finalmente, el bloqueo. Esto es especialmente común en moldes que utilizan materiales abrasivos como el nailon reforzado con fibra de vidrio o el polipropileno reforzado con minerales. Una vez que comienza el agarrotamiento, tiende a acelerarse rápidamente y, en última instancia, puede provocar el bloqueo del deslizador y el desmontaje del molde para su reparación.
2. Carga excesiva en el pasador angular: Cuando el pasador angular supera aproximadamente los 25°, la carga lateral aumenta significativamente. Esto acelera el desgaste de las guías, los bloques de apoyo y el propio pasador angular.
Los ángulos más pronunciados también aumentan la fuerza necesaria durante la apertura del molde, lo que genera una tensión adicional en todo el mecanismo con el tiempo.
3. Rebabas en las superficies de cierre: Las rebabas en la superficie de cierre del deslizador indican un asentamiento incorrecto. Las causas comunes incluyen bloques de apoyo desgastados, precarga insuficiente o una ligera deformación del pasador angular.
Si no se corrige a tiempo, la acumulación de rebabas puede acelerar el desgaste tanto del deslizador como de las superficies de contacto.
4. Desalineación de la sincronización: Una sincronización incorrecta del deslizador puede causar defectos graves. Si el deslizador se mueve antes de que la pieza se haya liberado por completo, puede arrastrarla lateralmente, lo que provoca rozaduras en la superficie, deformación o distorsión dimensional.
Soluciones de diseño y mejores prácticas:
Mantenga la geometría del pasador angular entre 15° y 22° para equilibrar la fuerza y reducir la carga lateral.
Mecanice ranuras de lubricación específicas en las placas de desgaste y asegúrese de que la grasa llegue a todas las superficies de deslizamiento.
Utilice materiales autolubricantes como bronce AMPCO, bujes Oilite o insertos de desgaste compuestos.
Implemente un sistema de retorno con resorte para garantizar el asentamiento completo del deslizador antes del cierre del molde.
Diseñe ángulos de bloqueo del bloque de talón 2-3° más pronunciados que el pasador angular para asegurar un cierre seguro bajo presión.
Añada un sistema de retorno anticipado del eyector para que los pasadores eyectores se retraigan antes del movimiento del deslizador y así evitar interferencias mecánicas.
Consejo profesional
Un deslizador bien diseñado debe sentirse como un mecanismo de precisión: suave en el movimiento, firme en el bloqueo y consistente desde el primer disparo hasta el último.
Un buen rendimiento rara vez se basa en la complejidad. Proviene de los fundamentos: seleccionar los materiales de desgaste adecuados, asegurar una lubricación correcta y diseñar un sistema de retorno mecánico fiable.Cuando estos aspectos básicos son correctos, el molde funciona con una intervención mínima.
Sin embargo, el deslizador más rentable suele ser el que nunca se fabrica. Evalúe siempre si un pequeño cambio en el diseño de la pieza puede eliminar por completo el socavado. Simplificar la geometría generalmente conlleva un menor costo, una mayor fiabilidad y un mantenimiento más sencillo.
LEER MÁS
El arte de la salida: por qué la expulsión de moldes es más que un simple empujón.
Resulta curioso cómo nos obsesionamos con cada milisegundo de la fase de inyección, pero la salida —la parte más estresante de todo el ciclo— suele quedar en segundo plano. Introducir el plástico es una cosa; extraerlo intacto es donde reside la verdadera ingeniería.
La expulsión del molde es el último obstáculo. Has dedicado todo el ciclo a llenar, compactar y enfriar una pieza perfecta, pero si tu estrategia de salida es defectuosa, acabarás con marcas de tensión, deformaciones o piezas pegadas al núcleo.
He aquí por qué una eyección fluida es el sello distintivo de una herramienta bien diseñada:
1. La batalla contra la fricción y el vacío
En el momento en que se abre el molde, la pieza de plástico sujeta el núcleo como una tenaza. A medida que el material se enfría, se contrae contra el acero, creando una fricción considerable.
Pero existe un segundo enemigo invisible: el vacío.
En piezas de embutición profunda o con geometrías tipo cubeta, la pieza forma un sello contra el núcleo. Si solo se utilizan pasadores eyectores, el vacío ejercerá una fuerza de retroceso que provocará que la pieza se deforme o colapse.
Por eso, las herramientas inteligentes no se basan en la fuerza bruta.
En cambio, soluciones como:
Válvulas de aire
Ráfagas de aire programadas
Se utilizan para romper el vacío antes incluso de que los pasadores eyectores se acoplen.
2. El equilibrio lo es todo: Evitar el “golpe directo”
Uno de los defectos más comunes en un mal diseño de eyección es el blanqueamiento por tensión: esas marcas blancas visibles donde los pasadores eyectores ejercen demasiada presión.
La eyección debe estar equilibrada.
Si los pasadores no se colocan estratégicamente alrededor de áreas de alta fricción (como nervaduras o salientes), la pieza puede:
Inclinación
Unir
Fracasar de forma desigual
Cuando eso sucede, los pasadores no expulsan la pieza, sino que la perforan.
Un sistema bien diseñado:
Maximiza el área de contacto
Distribuye la fuerza de manera uniforme
Utiliza soluciones como placas desmoldantes para piezas de pared delgada.
Esto garantiza una liberación controlada y uniforme.
3. El héroe silencioso: Ángulos de dibujo
Puedes invertir en el sistema de eyección más avanzado del mundo, pero sin los ángulos de tiro adecuados, estarás librando una batalla perdida.
El ángulo de inclinación es la ligera conicidad en las paredes verticales. Incluso 0,5° pueden marcar la diferencia entre:
Un lanzamiento limpio
Una pieza atascada que requiere extracción manual.
¿Y en superficies texturizadas? La inclinación se vuelve aún más crítica. El plástico se adhiere eficazmente a la textura del molde.
Regla general: cuanto más borrador, mejor.
4. Sincronización y equilibrio térmico
La expulsión no se trata solo de cómo empujas, sino de cuándo.
Demasiado pronto: La pieza aún está blanda → los pasadores dejan marcas o provocan deformación.
Demasiado tarde: La pieza sujeta el núcleo con demasiada fuerza → la fuerza excesiva provoca daños.
Si pierdes esa oportunidad, ya no estás eyectando, sino forzando el fracaso.
Las herramientas modernas han evolucionado más allá de los tradicionales aerosoles desmoldantes.
En cambio, muchos moldes de alto rendimiento ahora utilizan:
Pines recubiertos con DLC (carbono tipo diamante)
Estos recubrimientos:
Reducir la fricción
Mejorar el control del calor
Prolongar la vida útil de la herramienta
Permite ciclos de tiempo más rápidos
Lo más importante es que permiten que las piezas se desprendan limpiamente, sin contaminación ni residuos.
En resumen
Un buen molde no solo produce una pieza perfecta, sino que la produce de forma consistente, automática y fiable.
Si un operario tiene que permanecer junto a la máquina para ayudar a que caigan las piezas, el sistema de expulsión ya ha fallado.
Diseño para la salida
En [Nombre de su empresa], no consideramos la expulsión como algo secundario.
De:
Sistemas de placas desmoldantes
eyección multietapa
Recubrimientos avanzados
Diseñamos cada detalle para garantizar que cada pieza salga del molde tan perfecta como fue fabricada.
Porque en el moldeo por inyección, el paso final es tan importante como el primero.
如果你要,我可以帮你再优化一版更偏营销型(更适合获客)或者SEO关键词版本(适合Google排名) �
SEO关键词版本
好,这一版我帮你做成更偏SEO优化 + 仍然专业好读的博客版本(适合官网 + Google收录 + LinkedIn引流)�
Expulsión del molde en el moldeo por inyección: Principios de diseño para una liberación fluida de la pieza.
En el moldeo por inyección, la mayoría de los ingenieros se centran en el llenado, el empaquetado y el enfriamiento. Sin embargo, una de las etapas más críticas suele pasarse por alto: la expulsión del molde.
Un molde bien diseñado no solo crea una pieza perfecta, sino que garantiza que la pieza se desmolde de forma fluida, uniforme y automática.
Un diseño de eyección deficiente conlleva a:
Blanqueamiento por estrés
Deformación de la pieza
Mantenerse firme en el núcleo
Mayor tiempo de ciclo
Intervención manual
En este artículo, analizamos los principios clave del diseño de eyección de moldes que garantizan una producción repetible y de alta calidad.
¿Qué es la expulsión del molde en el moldeo por inyección?
La expulsión del molde es la etapa final del ciclo de moldeo por inyección, donde la pieza de plástico enfriada se retira del molde mediante sistemas mecánicos como:
Pasadores eyectores
placas desmoldantes
Sistemas de eyección de aire
Este paso afecta directamente a:
Calidad de la pieza
Eficiencia del ciclo
longevidad de la herramienta
1. Fricción y vacío en la eyección del molde
Durante el enfriamiento, el plástico se contrae y se adhiere firmemente al núcleo del molde, creando elevadas fuerzas de fricción.
En geometrías profundas o cerradas, surge un problema adicional: la formación de vacío.
Esta aspiradora puede:
Impide la liberación adecuada
Causa del colapso de la pieza
Aumentar los requisitos de fuerza de eyección
Buenas prácticas: romper el vacío
Para mejorar el desmoldeo:
Utilice válvulas de aire
Aplicar ráfagas de aire temporizadas
Diseñar vías de ventilaciónEstos métodos reducen la resistencia antes de que comience la eyección mecánica.
2. Diseño y ubicación del pasador eyector
Una disposición incorrecta de los pasadores eyectores es una de las principales causas de defectos en las piezas moldeadas por inyección.
Problemas comunes:
Blanqueamiento por estrés
marcas de alfiler
Defectos de perforación
Directrices de diseño:
Coloca los pasadores cerca de las zonas de alta resistencia (nervaduras, salientes).
Garantizar una distribución equilibrada de la fuerza.
Aumentar la superficie de contacto
Para piezas de paredes delgadas, tenga en cuenta lo siguiente:
Placas extractoras en lugar de pasadores
Expulsión de perímetro completo para una fuerza uniforme
3. Importancia de los ángulos de desmoldeo en el diseño de moldes
El ángulo de desmoldeo es esencial para reducir la fricción durante la eyección de la pieza.
Sin un borrador adecuado:
Las piezas se adhieren al núcleo
La fuerza de eyección aumenta
Los defectos superficiales se vuelven más probables
Ángulos de calado recomendados:
Superficies lisas: ≥ 0,5°
Superficies texturizadas: ≥ 1,5°–3°
Idea clave: Una mayor apertura del molde facilita el desmoldeo y prolonga su vida útil.
4. Sincronización de la eyección y equilibrio de la refrigeración
En el moldeo por inyección, la sincronización correcta de la eyección es fundamental.
Expulsión prematura:
La parte aún está blanda
Provoca deformaciones y marcas de alfiler.
Expulsión tardía:
La pieza se ajusta firmemente al núcleo.
Requiere fuerza excesiva
Aumenta el riesgo de daños
Estrategia de optimización:
Mantenga un diseño adecuado del sistema de refrigeración.
Controlar la temperatura del molde
Sincronizar la eyección con las propiedades del material.
5. Soluciones avanzadas: Recubrimientos de baja fricción
Los moldes modernos utilizan cada vez más recubrimientos de DLC (carbono tipo diamante) en los pasadores eyectores.
Beneficios:
Fricción reducida
Mayor resistencia al desgaste
Mejor estabilidad térmica
Desmoldeo más limpio (no se necesita spray desmoldante)
Esto ayuda:
Reducir el tiempo de ciclo
Mejorar la consistencia
Reducir el mantenimiento
Por qué la expulsión del molde es importante para la eficiencia de la producción
Un sistema de eyección mal diseñado puede:
Aumentar la tasa de desecho
Requiere la extracción manual de la pieza.
Reducir la producción
Herramientas de reparación
Un sistema bien optimizado garantiza:
Producción totalmente automatizada
Calidad de las piezas constante
Reducción del tiempo de inactividad
Menor coste a largo plazo
Conclusión: Diseño para la eyección como primera opción
En el diseño de moldes de inyección de plástico de alta calidad, la expulsión nunca debe ser un aspecto secundario.
Desde la disposición de los pasadores eyectores hasta la optimización del ángulo de desmoldeo y la liberación asistida por aire, cada detalle juega un papel importante para lograr:
Liberación parcial fluida
Alta eficiencia de producción
Rendimiento fiable del molde
¿Busca un diseño de molde de inyección fiable?
En Xinkey Mould, nos especializamos en:
Moldes de inyección de alto rendimiento
Sistemas de eyección optimizados
Soluciones de herramientas rentables
Diseñamos cada molde teniendo en cuenta la liberación eficiente de las piezas, garantizando que su producción se desarrolle sin problemas desde la primera inyección hasta la fabricación a gran escala.
LEER MÁS
Dentro de la prensa: una mirada del mundo real al ciclo de moldeo por inyección
Introducción
En la fabricación moderna, el moldeo por inyección es el golpe pesado para piezas plásticas de alto volumen y precisión. Pero para la mayoría de los diseñadores, la magia ocurre detrás de puertas de acero cerradas. Comprender la mecánica “ latido del corazón” de la prensa es el primer paso hacia un diseño que realmente funciona en el taller, no solo en una simulación CAD.Así es como se rompe el ciclo:
Paso 1: El bloqueo (sujeción)
Antes de que un solo gránulo de resina se mueva, la prensa tiene que fijar la herramienta. Estamos hablando de una fuerza masiva aquí, a menudo cientos de toneladas, para evitar que el lado A y el lado B se desmoronen durante el tiro.La Vista Pro: Don’ t subestimar la superficie. Si está moldeando una parte del tamaño de un plato de cena, esa presión interna está luchando para forzar el molde a abrirse. Sin suficiente “ tonelaje” (fuerza de sujeción), obtienes flash, ese desordenado sangrado plástico que arruina los bordes de tu pieza.Paso 2: El tiro (inyección)
Una vez que la herramienta está sujetada firmemente, el tornillo se mueve hacia adelante. Esto no es solo un simple relleno; es un golpe de alta velocidad de resina fundida a través de la boquilla y en la geometría de la herramienta.El desafío oculto: Cada cavidad del molde ya está llena de aire. A medida que el plástico entra, ese aire necesita una estrategia de salida inmediata. Es por eso que nos obsesionamos con la ventilación. Si ese aire se atrapa y comprime, se calienta al instante, causando “ diesel” o esas feas marcas negras de quemadura en tu parte terminada.Paso 3: La espera (enfriamiento)
El relleno está hecho. Ahora comienza el reloj. El enfriamiento suele ser el “ tiempo muerto” en el ciclo, sin embargo, representa aproximadamente el 70% del tiempo total del proceso.Física en el trabajo: estamos’ Sólo dejándolo sentar. Estamos sacando calor agresivamente a través de líneas de agua internas.La realidad del diseño: Aquí es donde el grosor uniforme de la pared se convierte en su mejor amigo. Si una sección de su parte se mantiene caliente mientras que otra se congela, la parte literalmente se combatirá a sí misma a medida que se contrae. ¿El resultado? Marcas de fregadero o esa temida deformación que envía partes a la basura.Paso 4: Plastificación – Preparación de la próxima toma
La máquina es un multitasker maestro. Incluso mientras la parte actual todavía se está solidificando en el molde, el tornillo ya está respaldando para prepararse para lo siguiente.Lo que realmente está sucediendo: Se está masticando a través de gránulos crudos de la tolva, utilizando una combinación brutal de bandas calentadoras y fricción mecánica pura para preparar el próximo “ disparado. ” Llamamos a esto recuperación de tornillo, y obtener la velocidad y la contrapresión correctas es la salsa secreta para una densidad de fusión consistente.Paso 5: Ejección – El momento de la verdad
Una vez que la pieza alcanza su temperatura objetivo y gana suficiente estructural “ espina dorsal, ” el molde se abre.La liberación: Aquí es donde los pasadores del eyector, esos pequeños dedos mecánicos, empujan la parte fuera del núcleo. Si sus ángulos de borrador son’ t punto en, escucharás un “ crunch” o ver marcas de arrastre que arruinan un acabado perfectamente bueno. Es la prueba definitiva del diseño de su herramienta.El moldeo por inyección es’ No es simplemente presionar un botón y ver las piezas caer en un contenedor. Es un delicado equilibrio de temperatura, presión y tiempo. Si se salta la etapa DFM (Diseño para la Manufacturabilidad), está’ No solo arriesgas una parte mala, estás arriesgando toda tu línea de tiempo de producción.Paso 6: Post-proceso – Recuperación de piezas y La estrategia RunnerEl ciclo interno de la máquina ha terminado, pero el trabajo no se hace hasta que la pieza está lista para el estante. Ya sea que se deje caer en un contenedor de recogida o que sea arrebatado por un brazo robótico, la etapa final se refiere a la separación y la logística. La Vista Pro: En un estándar “ corredor frío” configuración, su parte sale fijada a un plástico “ andamios” (El corredor). Los cortamos, y en una tienda sostenible, esos corredores se lanzan inmediatamente a una granuladora para convertirse en remolino. Esto minimiza el desperdicio de material y mantiene el costo de su pieza bajo. El hack de alto volumen: si está ejecutando millones de unidades, probablemente lo dirigiremos hacia un sistema Hot Runner. Mientras que los corredores calientes exigen más capital inicial, racionalizan el proceso evitando por completo el sistema de corredores. Obtienes cero chatarra y un tiempo de ciclo mucho más delgado. Después de un rápido peso y cuenta para la precisión, los encajamos y los movemos en su camino a su instalación sin ninguna operación secundaria innecesaria. ¿Tienes un diseño complejo que te está dando dolores de cabeza? No esperes hasta que estés en el taller para encontrar los defectos. Póngase en contacto con nuestro equipo para un análisis de DFM de inmersión profunda y hagamos que su proyecto funcione tan suavemente como un sistema de corredor caliente.
LEER MÁS
Los secretos de ingeniería de los moldes automáticos de alta velocidad
Si está fabricando piezas con roscas internas o externas, como accesorios de tuberías, tapas cosméticas o válvulas industriales, sabe que el “ desactivar” La fase es el cuello de botella más grande en el ciclo de inyección. En muchas tiendas estándar, esto todavía se hace mediante desentornillado manual o operaciones secundarias lentas.En Xinkey Mould, vemos el roscado no solo como una característica, sino como un rompecabezas mecánico que debe ser automatizado. Es por eso que la ingeniería de un sistema de desenroscado automático es la mejor inversión para piezas roscadas de alto volumen.El corazón impulsado por engranajes: Rack and Pinion vs. Motores hidráulicos
El núcleo de un molde desenroscado es su mecanismo de accionamiento. No hay “ una-talla-se ajusta-a-todos” solución aquí.Cremallera y piñón: para movimientos sincronizados de alta velocidad, a menudo diseñamos un sistema de cremallera y piñón accionado por el molde; s golpe de apertura. Es puramente mecánico e increíblemente rápido.Motores hidráulicos o eléctricos: cuando la rosca es demasiado larga o requiere múltiples rotaciones, integramos motores de precisión.
¿El secreto que Xinkey ha aprendido durante más de 25 años? Es la sincronización. Si el núcleo no’ t retroceder a la misma velocidad exacta que el paso del hilo, se desnudarán los hilos de plástico antes de que la pieza incluso salga del molde. Nuestros diseñadores utilizan la simulación 3D para mapear esta “ viaje-a-rotación” relación con el micrón.Resolver el “ Fricción” PesadillaLos núcleos roscados están girando constantemente contra la cavidad del molde. Esto crea fricción masiva y calor. Las tiendas de moldes estándar a menudo se enfrentan a “ irritación” (captura de metal sobre metal) después de unos pocos miles de disparos.Resolvimos esto eligiendo el correcto “ músculo” para el molde. Utilizamos acero endurecido H13 o S136 para los núcleos giratorios, a menudo tratados con recubrimientos especializados de baja fricción (como DLC). Además, diseñamos canales de enfriamiento internos dentro del núcleo giratorio, una hazaña de ingeniería de alto nivel que garantiza que el plástico se ajuste rápidamente y que los hilos permanezcan crujientes, tiro tras tiro.El ROI: Por qué “ Barato” Los moldes te cuestan másA menudo vemos clientes que vienen a nosotros después de comprar un molde de destornillo manual más barato en otro lugar. Ahorraron $ 5,000 en la herramienta, pero están gastando $ 2,000 cada mes en mano de obra y piezas de chatarra.Un molde de destornillo automático de Xinkey puede tener un costo inicial más alto, pero elimina la intervención manual. Al afeitar 5 segundos de un ciclo y eliminar la necesidad de un operador humano, el molde generalmente se paga por sí mismo dentro de los primeros meses de producción.La ventaja de Xinkey
Cuando nos envía un archivo 3D para una pieza roscada, nuestros 22 diseñadores no’ Sólo mira la forma. Observamos el tono, la contracción del material y el tiempo del ciclo. Construimos herramientas que le permiten golpear el “ Inicio” botón y deje que la máquina haga el trabajo 24/7.
LEER MÁS
Por qué el moldeo de bakelita es el “ Arte Negro” del mundo de las herramientas
Si entra en una tienda de inyección estándar y pide un molde de bakelita (fenólico), la mayoría lo rechazará. ¿Por qué? Porque Bakelite es un “ Termóseto” material, que juega por un conjunto completamente diferente de reglas que el ABS estándar o PC.En Xinkey, hemos estado dominando esto “ Arte Negro” por más de dos décadas, apoyando marcas como TeFaL con componentes resistentes al calor que nunca se derriten. Esto es lo que hace que el moldeo de bakelita sea tan difícil y cómo lo solucionamos.No es refrigeración; Es curaciónEl plástico estándar se trata de fundirlo, dispararlo y enfriarlo. La bakelita es más como hornear un pastel. Tienes que calentar el molde para desencadenar una reacción química (curado).Si la temperatura de su molde está apagada en solo unos pocos grados, la parte será “ bajo cocinado” (frágil) o “ excesivamente horneado” (quemado). Integramos cartuchos de calefacción especializados de alta eficiencia en nuestros diseños 3D para garantizar que el perfil térmico sea perfectamente uniforme en toda la cavidad.La batalla contra la extracción de gas
Cuando la bakelita se cura, libera mucho gas. Si ese gas queda atrapado, obtienes “ vacíos” o marcas de quemadura en la superficie. La mayoría de las tiendas fallan aquí porque usan ventilación estándar.En Xinkey, nuestros diseñadores ingenieros “ ventilación agresiva” canales. Estos son espacios microscópicos (a veces solo 0,01 mm) que son lo suficientemente anchos para que el gas escape, pero lo suficientemente estrechos para evitar “ flash” (plástico filtrado). Es un margen de error fino que requiere 25 años de experiencia para hacerlo bien.The “ Papel de lija” EfectoLa bakelita es abrasiva. Se come a través de acero blando como papel lijado. Es por eso que nunca usamos P20 o aceros baratos para estos proyectos. Utilizamos exclusivamente acero endurecido H13 o S136, a menudo con recubrimientos especializados, para garantizar que el molde pueda manejar 500.000 disparos sin redondear los bordes.No’ t confíe en sus proyectos de alto calor a una tienda que “ piensa que pueden hacerlo.” Confía en un equipo que ha vivido y respirado la ingeniería termoestable durante 25 años.
LEER MÁS
Moldeo 2K vs. sobremoldeo La verdad de la ingeniería sobre el diseño multimaterial
En nuestros 25 años en Xinkey Mould, hemos visto a innumerables gerentes de proyectos quedarse atascados en la misma pregunta: “ Quiero un mango de tacto suave con un núcleo rígido. ¿Voy con inyección 2K o Overmolding? ”La respuesta es’ t solo sobre el precio; se trata de su volumen de producción, requisitos de precisión y el “ sentir” lo que quieres para tu cliente final. Desglosemos la realidad de estos dos procesos.La ventaja de la placa rotativa (moldeo 2K)
El moldeo por inyección 2K (o doble tiro) es lo que llamamos “ precisión en movimiento. ” Requiere una máquina bi-inyección especializada con dos barriles separados y una placa rotativa.La magia ocurre en un solo ciclo. El primer material se inyecta, el molde gira 180 grados, y el segundo material se dispara directamente sobre la primera parte todavía caliente.Por qué es mejor para volumen alto: Porque es totalmente automatizado. No hay trabajo manual involucrado en la transferencia de piezas.The “ Flash” Factor: En 2K, el sello entre los dos materiales es controlado por la rotación de la máquina y la alineación del molde de sub-micrón. Obtiene una línea nítida y limpia entre los colores que simplemente es’ t posible con sobremoldeo manual.El puente manual (sobremoldeo)
El sobremoldeo es un proceso de dos etapas. Usted moldea el “ sustrato” (la parte dura) primero, deje enfriarse, y luego coloque en un segundo molde para recibir el suave “ piel. ”Cuando elegirlo: Si está ejecutando 5.000 unidades en lugar de 500.000, Overmolding es su amigo. El costo de herramientas es significativamente menor porque no’ t necesitan el complejo mecanismo rotativo o una costosa prensa 2K.El riesgo de la unión: Aquí es donde la mayoría de las tiendas fallan. Debido a que la primera parte es fría cuando el segundo material lo golpea, usted confía en gran medida en “ bloqueos mecánicos” (costillas físicas o agujeros) para mantener los materiales de pelado aparte. En Xinkey, nuestros diseñadores analizan la compatibilidad química de sus resinas para asegurarse de que no’ t solo “ toque,” Pero en realidad bond.El Verdicto Xinkey
Si está construyendo una pieza automotriz de nivel 1 o un gadget tecnológico de gama alta donde el “ hacer clic” and “ sentir” Si está probando el mercado o construyendo una manija de herramienta industrial robusta donde el costo es el principal motor, el sobremoldeo es probablemente el camino más inteligente.
LEER MÁS




