
تصميم منزلقات قوالب الحقن: الهيكل والوظيفة وأفضل الممارسات
مقدمة
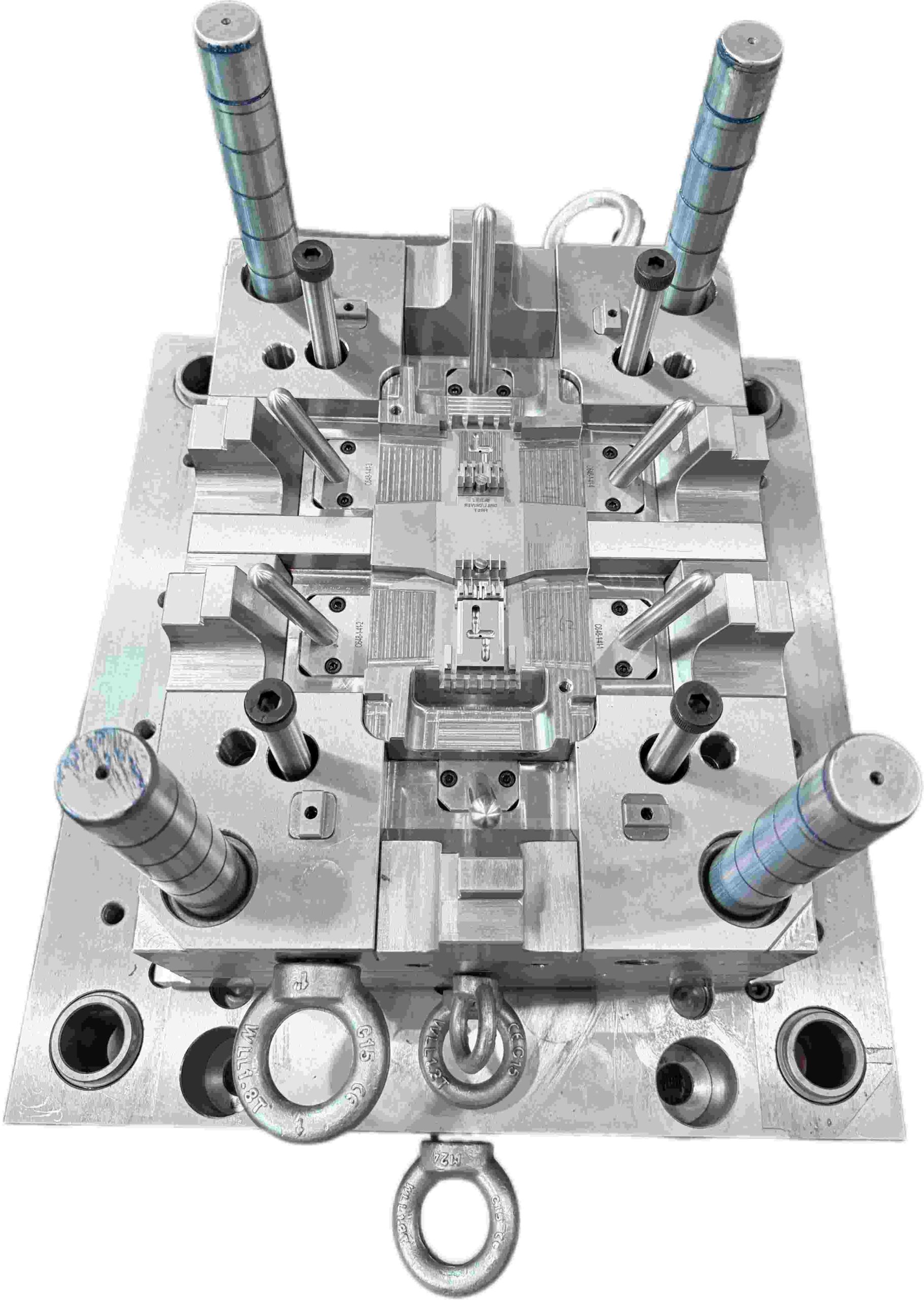
المنزلقات (وتُسمى أيضًا الأجزاء الجانبية أو النوى الجانبية) هي مكونات قالب تتحرك بشكل عمودي - أو بزاوية - على اتجاه فتح القالب. تُستخدم لتشكيل وفك التجاويف الخارجية التي قد تمنع الإخراج المستقيم. بالنسبة لمهندسي القوالب الذين يعملون على أجزاء بلاستيكية معقدة، يُعد فهم تصميم المنزلقات أمرًا أساسيًا.
ما هو منزلق القالب؟
المنزلق هو مكون قالب متحرك يتحرك جانبيًا أثناء شوط الفتح لتحرير التجاويف الخارجية على الجزء المصبوب. عادةً ما يتم تحريكه بواسطة دبوس زاوية (يُسمى أيضًا دبوس الكامة أو دبوس القرن) مثبت على النصف الثابت من القالب.
عند فتح القالب، يدفع دبوس الزاوية المنزلق للخارج. أثناء إغلاق القالب، يُعاد توجيه المنزلق إلى موضع التشغيل، جاهزًا للدورة التالية.
لضمان الاستقرار أثناء الحقن، يُثبّت المنزلق في مكانه بواسطة كتلة تثبيت (وتد قفل). بدون هذا الدعم، يمكن أن يؤدي ضغط التجويف العالي - الذي غالبًا ما يصل إلى مئات الأطنان - إلى إخراج المنزلق من موضعه، مما يؤدي إلى ظهور زوائد أو اختلافات في الأبعاد.
ما هو منزلق القالب؟ في صناعة القوالب القياسية، تُستخدم عادةً أنواع من الفولاذ المُقسّى مسبقًا، مثل P20، لجسم المنزلق. ولكن في التطبيقات ذات الإنتاج الضخم، لا يكفي P20 وحده. غالبًا ما تُضاف حشوات مُقسّاة أو صفائح مقاومة للتآكل في مناطق التلامس العالي لتقليل الاحتكاك، وتحسين مقاومة التآكل، وإطالة عمر القالب بشكل ملحوظ.
يُوجّه المنزلق بواسطة عوارض أو أعمدة توجيه للحفاظ على استقامته طوال مساره. يجب أن تكون مسافة الحركة مساوية على الأقل لعمق القطع السفلي، بالإضافة إلى هامش أمان يتراوح بين 2 و3 مم.
لماذا تُعدّ المنزلقات ضرورية؟
تتضمن العديد من القطع البلاستيكية ميزات مثل الثقوب الجانبية، والخيوط، والخطافات، والمشابك، أو التجاويف على الأسطح الخارجية. تُنشئ هذه الميزات تجاويف سفلية تمنع خروج القطعة من القالب بشكل مستقيم.
بدون نظام حركة جانبية مثل المنزلق، ستُصبح القطعة عالقة ميكانيكيًا في التجويف. أي محاولة لإخراجها مباشرةً قد تُعرّض القطعة للتلف، أو تآكل القالب، أو حتى توقف الإنتاج.
بدون نظام حركة جانبية مثل المنزلق، ستُصبح القطعة عالقة ميكانيكيًا في التجويف. أي محاولة لإخراجها مباشرةً قد تُعرّض القطعة للتلف، أو تآكل القالب، أو حتى توقف الإنتاج.
عمليًا، يعمل المنزلق كآلية تحرير ضرورية، إذ يجب أن ينكمش بالكامل قبل تفعيل نظام الإخراج. في حال عدم دقة التوقيت، قد تبقى القطعة عالقة، مما قد يؤدي إلى تلفها وتوقفها عن العمل بشكل غير مخطط له.
مقارنةً بالرافعات الداخلية، تتميز المنزلقات عمومًا بمتانتها العالية في عمليات التشكيل الخارجي. فهي تعمل بحركة فتح القالب وتُقفل ميكانيكيًا ضد ضغط الحقن بواسطة كتلة الكعب، مما يجعلها مناسبة لبيئات الإنتاج ذات الأحجام الكبيرة التي تتطلب ملايين الدورات.
من أهم مزايا المنزلقات قدرتها على توزيع الحمل. إذ تعمل كتلة الكعب والأسطح الموجهة على توزيع قوى الحقن على مساحة تلامس أكبر، مما يقلل الانحراف والتآكل مقارنةً بأنظمة الرفع الميكانيكية الأصغر.
مشاكل المنزلقات الشائعة
1. التآكل والالتصاق: يحدث تآكل المنزلق عندما تعمل الأسطح المنزلقة بتشحيم غير كافٍ، مما يؤدي إلى تراكم المعدن وتوقفها في النهاية. وهذا شائع بشكل خاص في القوالب التي تستخدم مواد كاشطة مثل النايلون المقوى بالألياف الزجاجية أو البولي بروبيلين المقوى بالمعادن. بمجرد بدء التآكل، يميل إلى التسارع بسرعة وقد يؤدي في النهاية إلى توقف المنزلق وتفكيك القالب لإصلاحه.
2. زيادة الحمل على مسمار الزاوية: عندما تتجاوز زاوية مسمار الزاوية 25 درجة تقريبًا، يزداد الحمل الجانبي بشكل ملحوظ. وهذا يُسرّع من تآكل أجزاء التثبيت، وكتل الكعب، ومسمار الزاوية نفسه.
كما أن الزوايا الحادة تزيد من القوة المطلوبة أثناء فتح القالب، مما يُضيف ضغطًا إضافيًا على الآلية بأكملها مع مرور الوقت.
3. الزوائد على أسطح الإغلاق: تشير الزوائد على سطح إغلاق المنزلق إلى عدم تثبيته بشكل صحيح. تشمل الأسباب الشائعة تآكل كتل الكعب، أو عدم كفاية التحميل المسبق، أو تشوه طفيف في مسمار الزاوية.
إذا لم تتم معالجة هذه المشكلة مبكرًا، فقد يؤدي تراكم الزوائد إلى تسريع تآكل كل من المنزلق والأسطح المتصلة به.
4. عدم محاذاة التوقيت: قد يؤدي عدم محاذاة توقيت المنزلق بشكل صحيح إلى عيوب خطيرة. إذا تحرك المنزلق قبل تحرير القطعة بالكامل، فقد يسحبها جانبيًا، مما يؤدي إلى خدوش سطحية، أو تشوه، أو تشوه في الأبعاد.
حلول التصميم وأفضل الممارسات
حافظ على زاوية مسمار التثبيت بين 15° و22° لتحقيق توازن القوة وتقليل التحميل الجانبي.
قم بتصنيع أخاديد تشحيم مخصصة في ألواح التآكل، وتأكد من وصول الشحم إلى جميع أسطح التلامس المنزلقة.
استخدم مواد ذاتية التشحيم مثل برونز AMPCO، أو جلبات Oilite، أو حشوات تآكل مركبة.
نفّذ نظام إرجاع زنبركي لضمان تثبيت المنزلق بالكامل قبل إغلاق القالب.
صمم زوايا قفل كتلة الكعب بزاوية 2-3° أكثر حدة من زاوية مسمار التثبيت لضمان إغلاق محكم تحت الضغط.
أضف نظام إرجاع مبكر للقاذف بحيث تتراجع مسامير القاذف قبل حركة المنزلق لتجنب التداخل الميكانيكي.
نصيحة احترافية
يجب أن يكون المنزلق المصمم جيدًا أشبه بآلية دقيقة - سلس الحركة، محكم القفل، ومتسق من أول استخدام إلى آخر استخدام.
نادرًا ما يرتبط الأداء الجيد بالتعقيد، بل ينبع من الأساسيات: اختيار مواد التآكل المناسبة، وضمان توصيل التشحيم بشكل صحيح، وتصميم نظام إرجاع ميكانيكي موثوق.عندما تكون هذه الأساسيات صحيحة، يعمل القالب بأقل قدر من التدخل.
مع ذلك، غالبًا ما يكون المنزلق الأكثر فعالية من حيث التكلفة هو الذي لا يتم تصنيعه أبدًا. قيّم دائمًا ما إذا كان تغيير بسيط في تصميم القطعة يمكن أن يُزيل التجاويف تمامًا. عادةً ما يؤدي تبسيط الشكل الهندسي إلى انخفاض التكلفة، وزيادة الموثوقية، وسهولة الصيانة.
اقرأ المزيد
فنّ الخروج: لماذا يُعدّ طرد القوالب أكثر من مجرد دفع؟
من المثير للسخرية كيف نهتم بكل جزء من الثانية في مرحلة الحقن، بينما غالبًا ما نتجاهل مرحلة الإخراج - وهي الجزء الأكثر إرهاقًا في الدورة بأكملها. إدخال البلاستيك أمرٌ، وإخراجه سليمًا هو جوهر الهندسة الحقيقية.
إخراج القالب هو العقبة الأخيرة. لقد أمضيت الدورة في ملء القالب وتغليفه وتبريده للحصول على قطعة مثالية، ولكن إذا كانت استراتيجية الإخراج معيبة، فستنتهي بعلامات إجهاد أو تشوه أو التصاق القطع باللب.
إليك سبب كون الإخراج السلس سمة مميزة للأداة المصممة هندسيًا بشكل جيد:
1. معركة الاحتكاك والفراغ
في اللحظة التي يُفتح فيها القالب، تُمسك القطعة البلاستيكية باللب بقوة. ومع تبريد المادة، تنكمش على الفولاذ، مما يُولد احتكاكًا كبيرًا.
لكن هناك عدو ثانٍ غير مرئي: الفراغ.
في القطع المصنعة بتقنية السحب العميق أو الأشكال الهندسية الشبيهة بالدلو، تُشكل القطعة ختمًا على اللب. إذا اعتمدت على دبابيس الطرد وحدها، فإن الفراغ سيقاوم القوة، مما يؤدي إلى انبعاج القطعة أو انهيارها.
لهذا السبب، لا تعتمد الأدوات الذكية على القوة الغاشمة.
بدلاً من ذلك، تُستخدم حلول مثل:
صمامات الهواء المضغوط
نفخات هواء موقوتة
لكسر ختم الفراغ قبل حتى أن تتشابك دبابيس الطرد.
2. التوازن أساس كل شيء: تجنب "الاختراق"
من أكثر العيوب شيوعًا في تصميم الطرد الرديء هو التبييض الناتج عن الإجهاد - تلك العلامات البيضاء المرئية حيث تضغط دبابيس الطرد بقوة زائدة.
يجب أن يكون الطرد متوازنًا.
إذا لم تُوضع الدبابيس بشكل استراتيجي حول مناطق الاحتكاك العالي (مثل الأضلاع أو النتوءات)، فقد:
تميل القطعة
تنحشر
تتعطل بشكل غير متساوٍ
عندما يحدث ذلك، لا تطرد الدبابيس القطعة، بل تخترقها.
نظام مصمم جيدًا:
يزيد مساحة التلامس إلى أقصى حد
يوزع القوة بالتساوي
يستخدم حلولًا مثل ألواح التجريد للأجزاء ذات الجدران الرقيقة
يضمن ذلك تحريرًا متحكمًا به وموحدًا.
3. البطل الصامت: زوايا السحب
يمكنك الاستثمار في أحدث نظام إخراج في العالم، ولكن بدون زوايا سحب مناسبة، ستكون مهمتك خاسرة.
السحب هو الانحناء الطفيف على الجدران العمودية. حتى 0.5 درجة يمكن أن تُحدث فرقًا بين:
تحرير سلس
جزء عالق يتطلب إزالته يدويًا
وماذا عن الأسطح الخشنة؟ يصبح السحب أكثر أهمية. يلتصق البلاستيك بشكل فعال بنسيج القالب.
القاعدة العامة: كلما زاد السحب، كان ذلك أفضل.
4. التوقيت والتوازن الحراري
لا يقتصر الإخراج على كيفية الدفع فحسب، بل على توقيته أيضًا.
مبكرًا جدًا: القطعة لا تزال لينة ← تترك الدبابيس انبعاجات أو تُسبب تشوهًا.
متأخرًا جدًا: تلتصق القطعة باللب بإحكام شديد ← تؤدي القوة المفرطة إلى تلفها.
إذا فاتتك هذه المرحلة، فلن تتمكن من إخراج القطعة، بل ستتسبب في فشلها.
لقد تطورت أدوات التشكيل الحديثة لتتجاوز بخاخات فصل القوالب التقليدية.
بدلاً من ذلك، تستخدم العديد من القوالب عالية الأداء الآن:
دبابيس مطلية بطبقة DLC (كربون شبيه بالماس).
هذه الطلاءات:
تقلل الاحتكاك.
تحسن التحكم في الحرارة.
تطيل عمر القالب.
تُمكّن من تقليل أوقات دورة الإنتاج.
والأهم من ذلك، أنها تسمح بإخراج القطع بسلاسة، دون تلوث أو بقايا.
الخلاصة:
لا يقتصر دور القالب الممتاز على إنتاج قطعة مثالية فحسب، بل يضمن إنتاجها باستمرار وبشكل تلقائي وموثوق.
إذا اضطر المشغل للوقوف بجانب الآلة لمساعدة القطع على الخروج، فهذا يعني أن نظام الإخراج قد فشل بالفعل.
تصميمٌ يُراعي سهولة الخروج
في [اسم شركتكم]، لا نعتبر عملية إخراج القطع من القالب أمرًا ثانويًا.
من:
أنظمة ألواح الفصل
إخراج متعدد المراحل
طلاءات متطورة
نُصمّم كل تفصيل بدقة متناهية لضمان خروج كل قطعة من القالب بنفس جودة تشكيلها.
لأنّ الخطوة الأخيرة في عملية التشكيل بالحقن لا تقل أهمية عن الخطوة الأولى.
قم بزيارة موقع SEO للحصول على أفضل النتائج من خلال تحسين محركات البحث (SEO) �
تحسين محركات البحث (SEO).
حسنًا، قم بتحسين موقع SEO الخاص بك + قم بزيارة موقع الويب الخاص بك (متصفح الويب) + (Google + LinkedIn) �
إخراج القالب في قولبة الحقن: مبادئ تصميم لإخراج سلس للأجزاء
في قولبة الحقن، يركز معظم المهندسين بشكل كبير على التعبئة والتغليف والتبريد. ومع ذلك، غالبًا ما يتم إغفال إحدى أهم المراحل: إخراج القالب.
لا يقتصر دور القالب المصمم جيدًا على إنتاج جزء مثالي فحسب، بل يضمن أيضًا إخراج الجزء بسلاسة وانتظام وبشكل تلقائي.
يؤدي التصميم غير الجيد لعملية الإخراج إلى:
تبييض ناتج عن الإجهاد
تشوه الجزء
التصاقه باللب
زيادة وقت دورة الإنتاج
التدخل اليدوي
في هذه المقالة، نستعرض مبادئ تصميم إخراج القالب الرئيسية التي تضمن إنتاجًا عالي الجودة وقابلًا للتكرار.
ما هو إخراج القالب في قولبة الحقن؟
إخراج القالب هو المرحلة الأخيرة من دورة قولبة الحقن، حيث يتم إخراج القطعة البلاستيكية المبردة من القالب باستخدام أنظمة ميكانيكية مثل:
دبابيس الإخراج
صفائح الفصل
أنظمة إخراج الهواء
تؤثر هذه الخطوة بشكل مباشر على:
جودة القطعة
كفاءة الدورة
عمر القالب
1. الاحتكاك والفراغ في إخراج القالب
أثناء التبريد، ينكمش البلاستيك ويلتصق بقوة بقلب القالب، مما يُولّد قوى احتكاك عالية.
في الأشكال الهندسية العميقة أو المغلقة، تظهر مشكلة إضافية: تكوّن الفراغ.
يمكن أن يؤدي هذا الفراغ إلى:
منع الإخراج السليم
التسبب في انهيار القطعة
زيادة متطلبات قوة الإخراج
أفضل الممارسات: كسر الفراغ
لتحسين إخراج القالب:
استخدام صمامات الهواء
تطبيق دفعات هواء موقوتة
تصميم مسارات التهويةتُقلل هذه الطرق من المقاومة قبل بدء عملية الإخراج الميكانيكي.
2. تصميم ووضع دبابيس الإخراج
يُعدّ التوزيع غير الصحيح لدبابيس الإخراج أحد الأسباب الرئيسية للعيوب في الأجزاء المصبوبة بالحقن.
المشاكل الشائعة:
تبييض الإجهاد
علامات الدبابيس
عيوب الاختراق
إرشادات التصميم:
ضع الدبابيس بالقرب من مناطق المقاومة العالية (الأضلاع، النتوءات)
تأكد من توزيع القوة بشكل متوازن
زد مساحة سطح التلامس
بالنسبة للأجزاء ذات الجدران الرقيقة، ضع في اعتبارك ما يلي:
استخدام ألواح التجريد بدلًا من الدبابيس
إخراج كامل المحيط لقوة موحدة
3. أهمية زوايا السحب في تصميم القالب
تُعدّ زاوية السحب أساسية لتقليل الاحتكاك أثناء إخراج الجزء.
بدون زاوية سحب مناسبة:
تلتصق الأجزاء باللب.
تزداد قوة الإخراج.
تزداد احتمالية ظهور عيوب سطحية.
زوايا السحب الموصى بها:
الأسطح الملساء: ≥ 0.5°
الأسطح الخشنة: ≥ 1.5°–3°
ملاحظة هامة: زيادة زاوية السحب تُسهّل عملية الإخراج وتُطيل عمر القالب.
4. توقيت الإخراج وتوازن التبريد:
يُعدّ توقيت الإخراج الصحيح أمرًا بالغ الأهمية في عملية قولبة الحقن.
الخلاصة: زيادة زاوية السحب تُسهّل عملية الإخراج وتُطيل عمر القالب. إخراج القطعة مبكرًا جدًا:
القطعة لا تزال لينة
يؤدي ذلك إلى تشوهها وظهور علامات الدبابيس.
إخراج القطعة متأخرًا جدًا:
تنكمش القطعة بشدة على القالب
يتطلب ذلك قوة مفرطة
يزيد من خطر التلف.
استراتيجية التحسين:
الحفاظ على تصميم نظام تبريد مناسب
التحكم في درجة حرارة القالب
مزامنة عملية الإخراج مع خصائص المادة.
5. حلول متقدمة: طلاءات منخفضة الاحتكاك
تستخدم القوالب الحديثة بشكل متزايد طلاءات الكربون الشبيه بالماس (DLC) على دبابيس الإخراج.
القوالب الحديثة تستخدم بشكل متزايد طلاءات الكربون الشبيه بالماس (DLC) على دبابيس الإخراج. المزايا:
تقليل الاحتكاك
مقاومة محسّنة للتآكل
ثبات حراري أفضل
إخراج أنظف للقطع (لا حاجة لرذاذ فصل القالب)
يساعد هذا على:
تقصير زمن دورة الإنتاج
تحسين الاتساق
تقليل الصيانة
لماذا يُعدّ إخراج القطع من القالب مهمًا لكفاءة الإنتاج؟
قد يؤدي نظام إخراج القطع المصمم بشكل سيئ إلى:
زيادة نسبة الخردة
الحاجة إلى إزالة القطع يدويًا
إبطاء الإنتاج
تلف الأدوات
يضمن النظام الأمثل ما يلي:
إنتاج آلي بالكامل
جودة متسقة للقطع
تقليل وقت التوقف
خفض التكاليف على المدى الطويل
الخلاصة: صمم لإخراج القطع أولًا
في تصميم قوالب حقن البلاستيك عالية الجودة، لا ينبغي أبدًا إغفال إخراج القطع.
من تخطيط دبابيس الإخراج إلى تحسين زاوية السحب والإخراج بمساعدة الهواء، يلعب كل تفصيل دورًا في تحقيق:
إخراج سلس للقطع
كفاءة إنتاج عالية
أداء موثوق للقالب
هل تبحث عن تصميم قالب حقن موثوق؟ في شركة شينكي مولد، نتخصص في:
قوالب حقن عالية الأداء
أنظمة إخراج مُحسّنة
حلول أدوات فعّالة من حيث التكلفة
نصمم كل قالب مع مراعاة سهولة إخراج القطع، مما يضمن سلاسة عملية الإنتاج من أول حقنة وحتى الإنتاج الكامل.
اقرأ المزيد
داخل الصحافة: نظرة حقيقية على دورة صب الحقن
مقدمة
في التصنيع الحديث ، فإن صب الحقن هو الضرب الثقيل لأجزاء بلاستيكية عالية الحجم والدقة. لكن بالنسبة لمعظم المصممين ، يحدث السحر وراء الأبواب الفولاذية المغلقة. فهم الميكانيكية “ ضربات القلب” من الصحافة هي الخطوة الأولى نحو تصميم يعمل فعلا على أرضية العمل، وليس فقط في محاكاة CAD.إليك كيف تنهار الدورة فعلاً:
الخطوة 1: القفل (التشديد)
قبل تحرك كرية واحدة من الراتنج ، يجب على الصحافة تأمين الأداة. نحن نتحدث عن قوة هائلة هنا - غالبا مئات الأطنان - للحفاظ على الجانبين A و B من الانفجار أثناء اللقطة.المشهد المحترف: Don’ t تقليل مساحة السطح. إذا كنت تقوم بتصميم جزء بحجم طبق عشاء ، فإن هذا الضغط الداخلي يحارب لإجبار القالب على فتحه. دون ما يكفي “ طن” (قوة التشديد) ، تحصل على فلاش - هذا النزيف البلاستيكي الفوضوي الذي يدمر حواف جزءك.الخطوة الثانية: النار (الحقن)
بمجرد تثبيت الأداة بشدة ، يقود المسمار للأمام. هذا ليس مجرد ملء بسيط. انها سرعة عالية من الراتنج المنصهر من خلال الفوهة وإلى هندسة الأداة.التحدي الخفي: كل تجويف العفن مليء بالفعل بالهواء. عندما يصطدم البلاستيك ، يحتاج هذا الهواء إلى استراتيجية خروج فورية. لهذا السبب نحن مهووسين بالتهوية. إذا تم محاصرة هذا الهواء وضغطه ، فإنه يسخن على الفور ، مما يسبب “ ديزل” أو تلك علامات الحروق السوداء القبيحة على الجزء النهائي.الخطوة الثالثة: الانتظار (التبريد)
تم ملء. الآن، تبدأ الساعة. التبريد هو عادة “ وقت ميت” في الدورة ، ومع ذلك ، فإنه يمثل حوالي 70٪ من إجمالي وقت العملية.الفيزياء في العمل: نحن’ فقط تركها تجلس. نحن نسحب الحرارة بشكل عدواني عبر خطوط المياه الداخلية.واقع التصميم: هذا هو المكان الذي يصبح فيه سمك الجدار الموحد أفضل صديقك. إذا بقي جزء من جزءك ساخناً بينما يتجمد جزء آخر ، فسوف يحارب الجزء نفسه حرفياً بينما يتقلص. النتيجة؟ آثار الغرف أو ذلك التشوه المخيف الذي يرسل أجزاء إلى سلة الخردة.الخطوة 4: البلاستيك - إعداد اللقطة التالية
الجهاز هو متعدد المهام الرئيسي. حتى في حين أن الجزء الحالي لا يزال يتصلب في القالب ، فإن المسمار يقوم بالفعل بنسخ احتياطي للتحضير لما يلي.ما الذي يحدث فعلاً: إنه يمضغ من خلال الكريات الخام من الخزانة ، باستخدام مزيج وحشي من شرائط التدفئة والاحتكاك الميكانيكي النقي للقص لإعداد “ التالي ؛ اطلقت النار. ” نسمي هذا الاسترداد المسمار، والحصول على السرعة والضغط المضاد الصحيح هو الصلصة السرية لكثافة الذوبان الثابتة.الخطوة الخامسة: الطرد - لحظة الحقيقة
بمجرد أن يصل الجزء إلى درجة الحرارة المستهدفة ويكسب ما يكفي من الهيكلية “ العمود الفقري ” الشقوق القالب مفتوحة.الإفراج: هذا هو المكان الذي تدفع فيه دبابيس الطارد - تلك الأصابع الميكانيكية الصغيرة - الجزء من النواة. إذا كانت زوايا المسودة الخاصة بك’ t بقعة على، وسوف تسمع “ crunch” أو تشوف علامات السحب التي تدمر نهاية جيدة تماما. إنه الاختبار النهائي لتصميم أدواتك.حقن صب هو’ t فقط عن الضغط على زر ومشاهدة الأجزاء تسقط في سلة. إنه توازن حساس بين درجة الحرارة والضغط والتوقيت. إذا تخطيت مرحلة DFM (التصميم للقدرة على التصنيع) ، فأنت ’ لا تخاطر فقط بجزء سيء - أنت تخاطر بجدول الإنتاج بأكمله.الخطوة 6: ما بعد العملية - استرداد الجزء استراتيجية الركضانتهت الدورة الداخلية للآلة ، ولكن العمل لا يتم حتى يكون الجزء جاهزًا للرف. سواء تم إسقاطها في سلة جمع أو تم اختطافها بواسطة ذراع روبوتي ، فإن المرحلة النهائية تتعلق بالفصل والخدمات اللوجستية. عرض برو: في معيار “ الجاري البارد” إعداد ، يخرج جزءك مرتبط بالبلاستيك “ السقالات” (الجري). نقطع هذه ، وفي متجر مستدام ، يتم رمي هذه العداءات على الفور في جهاز تحبيب لتتحول إلى إعادة طحن. وهذا يقلل من نفايات المواد ويحافظ على تكلفة قطعك منخفضة. الإختراق الكبير الحجم: إذا كنت تعمل بملايين الوحدات ، فمن المرجح أن نوجهك نحو نظام Hot Runner. في حين أن المتداولين الساخنين يطلبون المزيد من رأس المال المباشر ، فإنهم يبسطون العملية عن طريق تجاوز نظام المتداولين بالكامل. تحصل على صفر الخردة ووقت دورة أكثر انخفاضا. بعد الوزن والعد السريع للدقة ، نقوم بتصنيفهم ونحركهم في طريقهم إلى منشأتك دون أي عمليات ثانوية غير ضرورية.هل لديك تصميم معقد يعطيك صداع؟ لا تنتظر حتى تكون على أرضية المحل للعثور على العيوب. اتصل بفريقنا لتحليل DFM الغوص العميق ، ودعونا نجعل مشروعك يعمل بسلاسة مثل نظام الجري الساخن.
اقرأ المزيد
أسرار الهندسة من القوالب التلقائية عالية السرعة
إذا كنت تصنع أجزاء مع خيوط داخلية أو خارجية - مثل تركيبات الأنابيب ، أو أغطية مستحضرات التجميل ، أو الصمامات الصناعية - فأنت تعرف أن “ unthreading” المرحلة هي أكبر عنق زجاجة في دورة الحقن. في العديد من المحلات التجارية القياسية، لا يزال هذا يتم عن طريق فك المسمار يدويا أو العمليات الثانوية البطيئة.في Xinkey Mould ، نرى التسلسل ليس فقط كميزة ، ولكن كلغز ميكانيكي يتم أتمتة. هذا هو السبب في أن هندسة نظام فك المسمار التلقائي هي أفضل استثمار للأجزاء الخيوطية الكبيرة الحجم.القلب المدفوع بالعتاد: الرف والبينيون مقابل المحركات الهيدروليكية
جوهر قالب فك المسمار هو آلية الدفع. لا يوجد “ حجم واحد يناسب كل” الحل هنا.Rack and Pinion: للحركات المتزامنة عالية السرعة ، غالبًا ما نصمم نظام رف ومكبس مدفوع بالقالب ’ فتح السكتة الدماغية. إنها ميكانيكية بحتة وسريعة بشكل لا يصدق.المحركات الهيدروليكية أو الكهربائية: عندما يكون الخيط طويلا جدا أو يتطلب دورات متعددة ، ندمج المحركات الدقيقة.
السر الذي تعلمه شينكي لأكثر من 25 سنة؟ إنه التزامن. إذا كان النواة لا’ t التراجع بنفس المعدل بالضبط مثل خط الخيط ، وسوف تجريد الخيوط البلاستيكية قبل أن يترك الجزء حتى القالب. مصممينا يستخدمون المحاكاة ثلاثية الأبعاد لخريطة هذا “ السفر إلى الدوران” نسبة إلى الميكرون.حل “ الاحتكاك” كابوسالنواة الخيوطية تدور باستمرار ضد تجويف القالب. هذا يخلق الاحتكاك الهائل والحرارة. محلات العفن القياسية غالبا ما تواجه “ مزعج” (مصادرة معدن على معدن) بعد بضعة آلاف فقط من اللقطات.نحل هذا عن طريق اختيار الحق “ العضلات” بالنسبة للقلب. نستخدم فولاذ H13 أو S136 صلبًا للنواة الدوارة ، وغالبًا ما يتم معالجته بطلاء متخصص منخفض الاحتكاك (مثل DLC). علاوة على ذلك، نقوم بتصميم قنوات التبريد الداخلية داخل النواة الدوارة - وهو إنجاز هندسي عالي المستوى يضمن أن مجموعات البلاستيك تبقى بسرعة وتبقى الخيوط واضحة، بعد إطلاق النار.عائد الاستثمار: لماذا “ رخيصة” القوالب تكلفك أكثرفي كثير من الأحيان نرى العملاء يأتون إلينا بعد شراء أرخص، يدوي فك العفن في مكان آخر. لقد وفروا 5000 دولار على الأداة لكنهم ينفقون 2000 دولار كل شهر على العمالة وقطع الغيار الخردة.قد يكون لفك العفن التلقائي من Xinkey تكلفة مقدمة أعلى ، لكنه يزيل التدخل اليدوي. من خلال الحلاقة لخمس ثوان من دورة وإزالة الحاجة إلى مشغل بشري ، عادة ما يدفع القالب نفسه خلال الأشهر القليلة الأولى من الإنتاج.ميزة Xinkey
عندما ترسل لنا ملف ثلاثي الأبعاد لجزء متسلسل، لدينا 22 مصممين لا’ فقط انظر إلى الشكل. ننظر إلى الملعب، وتقلص المواد، ووقت الدورة. نحن نبني أدوات تسمح لك بضرب “ بدء” زر ودع الجهاز يقوم بالعمل 24/7.
اقرأ المزيد
لماذا صب الباكيليت هو “ الفن الأسود” من عالم الأدوات
إذا كنت تدخل محل حقن قياسي وتطلب قالب باكيليت (فينوليك) ، فإن معظمك سيرفضك. لماذا ؟ لأن الباكيليت هو “ ترموسيت” المواد ، فإنه يلعب بمجموعة مختلفة تماما من القواعد من ABS القياسية أو الكمبيوتر الشخصي.في Xinkey ، لقد تم إتقان هذا “ الفن الأسود” لأكثر من عقدين، دعم العلامات التجارية مثل TeFaL مع مكونات مقاومة للحرارة التي لا تذوب أبدا. إليك ما يجعل صب الباكيليت صعبا جدا - وكيفية حله.لا يبرد ؛ إنه علاجالبلاستيك القياسي هو حول ذوبانه، وإطلاق النار عليه، وتبريده. الباكيليت هو أكثر مثل الخبز كعكة. عليك تسخين القالب لتفعيل تفاعل كيميائي (التجفيف).إذا كانت درجة حرارة العفن الخاصة بك مغلقة ببضع درجات فقط ، فإن الجزء سيكون “ غير مطبوخة” (هشة) أو “ مفرط الخبز” (محروق). نحن ندمج خرطوشات التدفئة المتخصصة عالية الكفاءة في تصاميمنا ثلاثية الأبعاد لضمان أن يكون الملف الحراري موحدًا تمامًا عبر التجويف بأكمله.المعركة ضد الغازات
عندما يشفى الباكيليت ، يطلق الكثير من الغاز. إذا حصل هذا الغاز محاصرة، تحصل على “ الفراغات” أو حرق علامات على السطح. معظم المحلات التجارية تفشل هنا لأنها تستخدم التهوية القياسية.في Xinkey ، مهندس مصممينا “ تهوية عدوانية” القنوات. هذه هي فجوات مجهرية (أحيانا فقط 0.01 مم) واسعة بما فيه الكفاية للغاز للهروب ولكن ضيقة بما فيه الكفاية لمنع “ فلاش” (البلاستيك المسرب). إنه هامش رقيق مثل الحلاقة للخطأ الذي يتطلب 25 سنة من الخبرة للحصول على الحق.The “ ورق الرمال” تأثيرالباكيليت هو شحم. يأكل من خلال الفولاذ الناعم مثل ورق الرمال. هذا هو السبب في أننا لا نستخدم أبدا P20 أو الفولاذ الرخيص لهذه المشاريع. نحن نستخدم فقط فولاذ H13 أو S136 الصلب ، وغالباً ما يكون مع طلاء متخصص ، لضمان أن القالب يمكن أن يتعامل مع 500،000 طلقة دون أن تتقارب الحواف.لا’ t ثقة مشاريعك عالية الحرارة إلى متجر “ يعتقد أنهم يستطيعون القيام بذلك.” ثق بفريق عاش ونفس الهندسة الحرارية لمدة 25 سنة.
اقرأ المزيد
2K صب مقابل Overmolding الحقيقة الهندسية حول تصميم المواد المتعددة
في 25 سنة في Xinkey Mould ، رأينا عدد لا يحصى من مديري المشاريع عالقين على نفس السؤال: “ أريد مقبض لمسة ناعمة مع نواة صلبة. هل أذهب مع حقن 2K أو Overmolding؟ ”الجواب هو ’ t فقط حول السعر؛ إنه حول حجم الإنتاج الخاص بك، ومتطلبات الدقة، و “ شعور” تريد لعميلك النهائي. دعونا نكسر الواقع في أرضية العمل لهاتين العمليتين.ميزة لوحة الدوار (2K صب)
صب الحقن 2K (أو طلقة مزدوجة) هو ما نسميه “ الدقة في الحركة. ” يتطلب آلة حقن ثنائية متخصصة مع برميلين منفصلين ولوحة دوارة.السحر يحدث في دورة واحدة. يتم حقن المادة الأولى ، ويتحول القالب 180 درجة ، ويتم إطلاق النار على المادة الثانية مباشرة على الجزء الأول الذي لا يزال دافئًا.لماذا هو أفضل للحجم الكبير: لأنه آلي بالكامل. لا يوجد عمل يدوي متورط في نقل الأجزاء.The “ فلاش” عامل: في 2K ، يتم التحكم في الختم بين المواد من خلال دوران الآلة ومواءمة القالب دون الميكرون. تحصل على خط واضح ونظيف بين الألوان التي ببساطة’ t ممكن مع overmolding يدوي.الجسر اليدوي (Overmolding)
Overmolding هي عملية من مرحلتين. أنت تشكل “ الركيزة” (الجزء الصعب) أولا، دعه يبرد، ثم وضعه في قالب ثاني لتلقي الناعم “ الجلد. ”متى تختارها: إذا كنت تعمل 5000 وحدة بدلا من 500،000 ، فإن Overmolding هو صديقك. تكلفة الأدوات أقل بكثير لأنك لا’ t تحتاج إلى آلية دوارة معقدة أو صحافة 2K مكلفة.خطر الارتباط: هذا هو المكان الذي تفشل فيه معظم المحلات التجارية. لأن الجزء الأول بارد عندما تضربه المادة الثانية ، فأنت تعتمد بشكل كبير على “ التشابكات الميكانيكية” (الأضلاع المادية أو الثقوب) للحفاظ على المواد من تقشير منفصلة. في Xinkey ، يقوم مصممونا بتحليل التوافق الكيميائي للراتنجات الخاصة بك لضمان أنها لا ’ t فقط “ لمس، ” ولكن في الواقع الروابط.حكم شينكي
إذا كنت تبني جزء سيارات من الدرجة الأولى أو أداة تقنية عالية الجودة حيث “ انقر على” and “ شعور” كل شيء ، اذهب 2K. إذا كنت تختبر السوق أو تبني مقبض أداة صناعية قوية حيث التكلفة هي المحرك الرئيسي ، فإن Overmolding من المحتمل أن يكون الطريق الأكثر ذكاءً.
اقرأ المزيد




