
Konstruktion von Schiebern im Spritzgussverfahren: Struktur, Funktion und bewährte Verfahren
Einleitung
Schieber (auch Seitenantriebe oder Seitenkerne genannt) sind Formbauteile, die sich senkrecht – oder in einem Winkel – zur Öffnungsrichtung der Form bewegen. Sie dienen dazu, Hinterschneidungen zu formen und zu lösen, die andernfalls ein gerades Auswerfen verhindern würden. Für Formenbauer, die an komplexen Kunststoffteilen arbeiten, ist das Verständnis der Schieberkonstruktion unerlässlich.
Was ist ein Schieber?
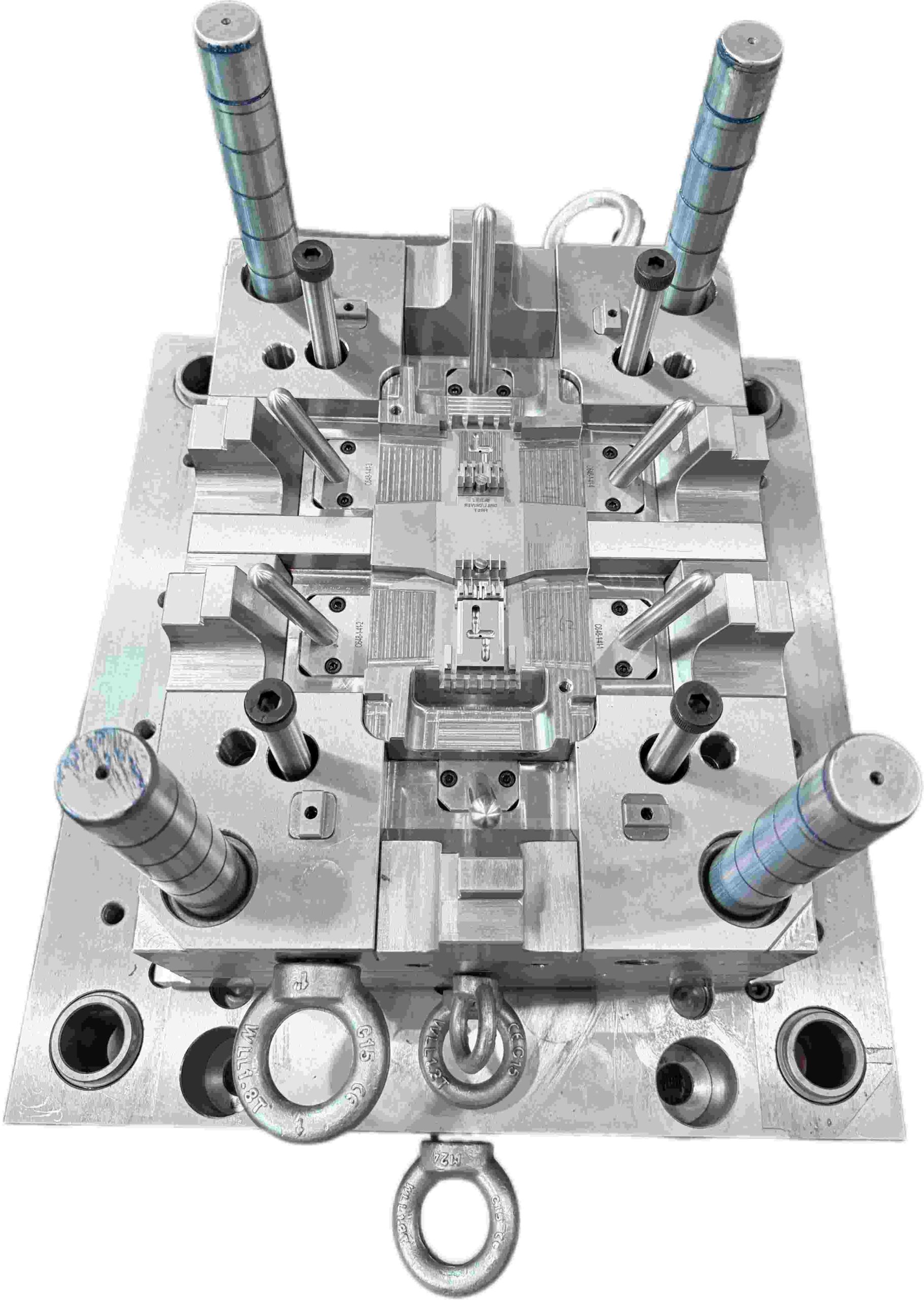
Ein Schieber ist ein bewegliches Formbauteil, das sich während des Öffnungshubs seitlich bewegt, um Hinterschneidungen an einem Formteil zu lösen. Er wird typischerweise von einem Winkelstift (auch Nockenstift oder Hornstift genannt) angetrieben, der an der feststehenden Formhälfte montiert ist.
Beim Öffnen der Form drückt der Winkelstift den Schieber nach außen. Beim Schließen der Form wird der Schieber in seine Arbeitsposition zurückgeführt und ist bereit für den nächsten Zyklus.
Um die Stabilität während des Einspritzvorgangs zu gewährleisten, wird der Schieber durch einen Fersenblock (Verriegelungskeil) fixiert. Ohne diese Unterstützung kann der hohe Kavitätsdruck – oft mehrere hundert Tonnen – den Schieber aus seiner Position drücken, was zu Gratbildung oder Maßabweichungen führen kann.
Für den Standardformenbau werden üblicherweise vorgehärtete Werkzeugstähle wie P20 für den Schieberkörper verwendet. Bei Anwendungen mit hohem Produktionsvolumen ist P20 allein jedoch nicht ausreichend. Gehärtete Einsätze oder Verschleißplatten werden in stark beanspruchten Bereichen eingesetzt, um die Reibung zu reduzieren, die Verschleißfestigkeit zu verbessern und die Werkzeugstandzeit deutlich zu verlängern.
Der Schieber wird durch Führungsleisten oder Führungssäulen geführt, um die Ausrichtung während des gesamten Verfahrwegs zu gewährleisten. Der Verfahrweg muss mindestens der Hinterschnitttiefe zuzüglich eines Sicherheitszuschlags von 2–3 mm entsprechen.
Warum Schieber notwendig sind
Viele Kunststoffteile weisen Merkmale wie Seitenbohrungen, Gewinde, Haken, Klammern oder vertiefte Geometrien an den Außenflächen auf. Diese Merkmale erzeugen Hinterschnitte, die ein geradliniges Auswerfen aus der Form verhindern. Ohne ein Seitenauswurfsystem wie einen Schieber würde sich das Teil mechanisch in der Kavität verklemmen. Jeder Versuch, es direkt auszuwerfen, würde die Gefahr von Teilebeschädigung, Werkzeugverschleiß oder sogar Produktionsstillstand bergen.
In der Praxis dient der Schieber als notwendiger Auslösemechanismus – er muss vollständig zurückgezogen sein, bevor das Auswerfersystem aktiviert wird. Bei falscher Timing-Einstellung kann das Teil eingeklemmt bleiben, was zu Beschädigungen und ungeplanten Stillstandszeiten führen kann.
Im Vergleich zu Innenauswerfern sind Schieber bei Außenhinterschneidungen in der Regel robuster. Sie werden durch die Öffnungsbewegung der Form angetrieben und durch den Fersenblock mechanisch gegen den Einspritzdruck gesichert. Dadurch eignen sie sich für die Serienfertigung mit Millionen von Zyklen.
Ein wesentlicher Vorteil von Schiebern ist ihre Fähigkeit zur Lastverteilung. Der Fersenblock und die Führungsflächen verteilen die Einspritzkräfte über eine größere Kontaktfläche, wodurch Durchbiegung und Verschleiß im Vergleich zu kleineren mechanischen Hubsystemen reduziert werden.
Häufige Probleme mit Schiebern
1. Fressen und Festfressen: Fressen tritt auf, wenn Gleitflächen unzureichend geschmiert sind. Dies führt zu Materialablagerungen und schließlich zum Festfressen. Besonders häufig ist dies bei Formen, die abrasive Materialien wie glasfaserverstärktes Nylon oder mineralgefülltes Polypropylen verarbeiten. Sobald Fressen beginnt, schreitet es in der Regel schnell voran und kann letztendlich zum Blockieren des Schiebers und zur Demontage der Form für Reparaturen führen.
2. Zu hohe Winkelbolzenbelastung: Überschreitet der Winkelbolzen einen Winkel von ca. 25°, erhöht sich die Seitenbelastung deutlich. Dies beschleunigt den Verschleiß an den Führungsleisten, den Fersenblöcken und dem Winkelbolzen selbst. Steilere Winkel erhöhen zudem die beim Öffnen der Form benötigte Kraft und belasten den gesamten Mechanismus mit der Zeit zusätzlich.
3. Grat an den Absperrflächen: Grat an der Absperrfläche des Schiebers deutet auf einen fehlerhaften Sitz hin. Häufige Ursachen sind verschlissene Fersenblöcke, unzureichende Vorspannung oder leichte Verformung des Winkelbolzens. Wird Gratbildung nicht frühzeitig behoben, kann sie den Verschleiß sowohl am Schieber als auch an den Gegenflächen beschleunigen.
4. Fehlausrichtung der Schiebersteuerung: Eine falsche Schiebersteuerung kann schwerwiegende Defekte verursachen. Bewegt sich der Schieber, bevor das Werkstück vollständig freigegeben ist, kann er das Werkstück seitlich mitziehen, was zu Oberflächenkratzern, Verformungen oder Maßabweichungen führen kann.
Konstruktionslösungen und Best Practices
Halten Sie die Winkelstiftgeometrie zwischen 15° und 22°, um die Kräfte auszugleichen und die Seitenbelastung zu reduzieren. Bringen Sie spezielle Schmiernuten in den Verschleißplatten an und stellen Sie sicher, dass das Fett alle Gleitflächen erreicht. Verwenden Sie selbstschmierende Materialien wie AMPCO-Bronze, Oilite-Buchsen oder Verbundverschleißeinsätze. Implementieren Sie ein federbelastetes Rückstellsystem, um den vollständigen Sitz des Schiebers vor dem Schließen der Form zu gewährleisten. Gestalten Sie die Verriegelungswinkel der Fersenblöcke 2–3° steiler als den Winkelstift, um ein sicheres Absperren unter Druck zu gewährleisten. Fügen Sie ein System mit frühzeitiger Auswerferrückführung hinzu, sodass die Auswerferstifte vor der Schieberbewegung zurückfahren, um mechanische Störungen zu vermeiden.
Profi-Tipp: Ein gut konstruierter Schieber sollte sich wie ein Präzisionsmechanismus anfühlen – leichtgängig, sicher verriegelnd und vom ersten bis zum letzten Schuss gleichbleibend. Gute Leistung hängt selten von Komplexität ab. Sie basiert auf den Grundlagen: der Auswahl der richtigen Verschleißmaterialien, der Sicherstellung einer optimalen Schmierung und der Konstruktion eines zuverlässigen mechanischen Rückstellsystems.Sind diese Grundlagen korrekt, läuft die Form mit minimalem Eingriff.
Der kostengünstigste Schieber ist jedoch oft der, den man gar nicht erst baut. Prüfen Sie stets, ob eine kleine Änderung im Bauteildesign den Hinterschnitt vollständig beseitigen kann. Eine vereinfachte Geometrie führt in der Regel zu geringeren Kosten, höherer Zuverlässigkeit und einfacherer Wartung.
MEHR LESEN
Die Kunst des Ausstiegs: Warum das Auswerfen der Form mehr ist als nur ein Schieben
Es ist erstaunlich, wie sehr wir uns mit jeder Millisekunde der Spritzgießphase beschäftigen, während der Auswurf – der stressigste Teil des gesamten Zyklus – oft vernachlässigt wird. Kunststoff einzufüllen ist das eine; ihn unbeschädigt wieder auszuwerfen, ist die eigentliche Herausforderung.
Der Auswurf ist die letzte Hürde. Man hat den gesamten Zyklus damit verbracht, ein perfektes Teil zu füllen, zu verdichten und abzukühlen, aber wenn die Auswurfstrategie fehlerhaft ist, entstehen Spannungsrisse, Verformungen oder am Kern festklebende Teile.
Deshalb ist ein reibungsloser Auswurf das Markenzeichen eines gut konstruierten Werkzeugs:
1. Der Kampf gegen Reibung und Vakuum
Sobald sich die Form öffnet, umschließt das Kunststoffteil den Kern wie ein Schraubstock. Beim Abkühlen schrumpft das Material am Stahl – und erzeugt so erhebliche Reibung.
Aber es gibt einen zweiten, unsichtbaren Feind: das Vakuum. Bei Tiefziehteilen oder Formen mit becherförmiger Geometrie bildet das Teil eine Abdichtung gegen den Kern. Wenn man sich nur auf Auswerferstifte verlässt, wirkt das Vakuum der Kraft entgegen, wodurch das Werkstück verformt oder zusammenbricht.
Deshalb setzt intelligentes Werkzeugdesign nicht auf rohe Gewalt.
Stattdessen kommen Lösungen wie die folgenden zum Einsatz:
Luftventile
Zeitgesteuerte Luftstöße
um die Vakuumdichtung zu lösen, bevor die Auswerferstifte überhaupt greifen.
2. Ausgewogenheit ist entscheidend: Vermeidung von Durchschlägen
Einer der häufigsten Fehler bei mangelhafter Auswerferkonstruktion ist die Spannungsaufhellung – die sichtbaren weißen Stellen, an denen die Auswerferstifte zu stark drücken.
Der Auswurf muss ausgewogen sein.
Wenn die Stifte nicht strategisch um Bereiche mit hoher Reibung (wie Rippen oder Vorsprünge) platziert sind, kann das Werkstück:
sich neigen
verklemmen
ungleichmäßig versagen
In diesem Fall werfen die Stifte das Werkstück nicht aus – sie durchschlagen es.
Ein gut konzipiertes System:
Maximiert die Kontaktfläche
Verteilt die Kraft gleichmäßig
Nutzt Lösungen wie Abstreifplatten für dünnwandige Teile
Dies gewährleistet ein kontrolliertes und gleichmäßiges Auswerfen.
3. Der stille Held: Entformungsschrägen
Sie können in das fortschrittlichste Auswerfersystem der Welt investieren – aber ohne die richtigen Entformungsschrägen kämpfen Sie gegen Windmühlen. Die Entformungsschräge ist die leichte Verjüngung an vertikalen Wänden. Schon 0,5° können den Unterschied ausmachen zwischen:
Einem sauberen Auswerfen
Einem festsitzenden Teil, das manuell entfernt werden muss
Und bei strukturierten Oberflächen? Die Entformungsschräge ist noch wichtiger. Der Kunststoff „verhakt“ sich quasi in der Formstruktur.
Faustregel: Je größer die Entformungsschräge, desto besser.
4. Timing und thermischer Ausgleich
Beim Auswerfen kommt es nicht nur darauf an, wie Sie drücken, sondern auch wann.
Zu früh: Das Teil ist noch weich → Auswerfstifte hinterlassen Abdrücke oder verursachen Verformungen.
Zu spät: Das Teil umschließt den Kern zu fest → übermäßige Kraft führt zu Beschädigungen.
Verpasst man dieses Zeitfenster, erfolgt kein Auswerfen mehr – es kommt zum Versagen.
Moderne Werkzeuge haben sich über traditionelle Trennmittelsprays hinaus weiterentwickelt.
Viele Hochleistungsformen verwenden heute stattdessen:
DLC-beschichtete (Diamond-Like Carbon) Auswerfstifte.
Diese Beschichtungen:
Reduzieren die Reibung.
Verbessern die Wärmeregulierung.
Verlängern die Werkzeugstandzeit.
Ermöglichen schnellere Zykluszeiten.
Vor allem aber ermöglichen sie ein sauberes Entformen – ohne Verunreinigungen oder Rückstände.
Fazit: Eine gute Form produziert nicht nur ein perfektes Teil – sie produziert dieses Teil konsistent, automatisch und zuverlässig. Wenn ein Bediener neben der Maschine stehen muss, um Teile herauszulösen, ist das Auswerfsystem bereits versagt.
Design für den Auswurf
Bei [Ihr Firmenname] ist der Auswurf für uns kein Nebenaspekt.
Von:
Abstreifplattensystemen
Mehrstufigem Auswurf
Hochwertigen Beschichtungen
Wir optimieren jedes Detail, damit jedes Teil die Form so perfekt verlässt, wie es geformt wurde.
Denn beim Spritzgießen ist der letzte Schritt genauso wichtig wie der erste.
如果你要,我可以帮你再优化一版更偏营销型(更适合获客)或者SEO关键词版本(适合Google排名) �
Suchmaschinenoptimierung
好,这一版我帮你做成更偏SEO优化 + 仍然专业好读的博客版本(适合官网 + Google- und LinkedIn-Links)�
Auswerfen beim Spritzgießen: Konstruktionsprinzipien für reibungsloses Entformen
Beim Spritzgießen konzentrieren sich die meisten Ingenieure auf Füllen, Nachdrucken und Kühlen. Ein entscheidender Schritt wird jedoch oft vernachlässigt: das Auswerfen.
Eine gut konstruierte Form erzeugt nicht nur ein perfektes Teil, sondern gewährleistet auch dessen reibungsloses, gleichmäßiges und automatisches Entformen.
Eine mangelhafte Auswerferkonstruktion führt zu:
Spannungsaufhellung
Teilverformung
Anhaften am Kern
Verlängerte Zykluszeiten
Manuelle Eingriffe
In diesem Artikel erläutern wir die wichtigsten Konstruktionsprinzipien für das Auswerfen, die eine qualitativ hochwertige und reproduzierbare Produktion gewährleisten.
Was ist Auswerfen beim Spritzgießen?
Die Auswerfung ist der letzte Schritt im Spritzgießprozess. Dabei wird das abgekühlte Kunststoffteil mithilfe mechanischer Systeme wie Auswerferstiften, Abstreifplatten und Luftauswerfern aus der Form entnommen.
Dieser Schritt beeinflusst direkt:
Teilequalität, Zykluseffizienz und Werkzeugstandzeit.
1. Reibung und Vakuum bei der Auswerfung
Beim Abkühlen schrumpft der Kunststoff und umschließt den Formkern fest, wodurch hohe Reibungskräfte entstehen.
Bei tiefen oder geschlossenen Geometrien tritt zusätzlich ein Problem auf: die Bildung eines Vakuums.
Dieses Vakuum kann:
die ordnungsgemäße Entformung verhindern, zum Kollaps des Formteils führen und den Kraftaufwand für den Auswerfer erhöhen.
Bewährte Vorgehensweise: Vakuum beseitigen
Zur Verbesserung der Entformung:
Luftventile verwenden, zeitgesteuerte Luftstöße einsetzen, Entlüftungswege gestaltenDiese Methoden reduzieren den Widerstand vor dem mechanischen Auswerfen.
2. Auswerferstiftkonstruktion und -platzierung
Eine fehlerhafte Auswerferstiftanordnung ist eine der Hauptursachen für Defekte bei Spritzgussteilen.
Häufige Probleme:
Spannungsaufhellung
Auswerfermarken
Durchschlagdefekte
Konstruktionsrichtlinien:
Auswerferstifte in der Nähe von Bereichen mit hohem Widerstand (Rippen, Vorsprünge) platzieren
Für eine gleichmäßige Kraftverteilung sorgen
Kontaktfläche vergrößern
Bei dünnwandigen Teilen Folgendes beachten:
Abstreifplatten anstelle von Auswerferstiften
Vollflächiges Auswerfen für gleichmäßige Kraftverteilung
3. Bedeutung des Entformungsschrägenwinkels in der Werkzeugkonstruktion
Der Entformungsschrägenwinkel ist entscheidend für die Reduzierung der Reibung beim Auswerfen des Teils.
Ohne ausreichende Entformungsschräge:
Teile kleben am Kern.
Die Auswerfkraft erhöht sich.
Oberflächenfehler treten häufiger auf.
Empfohlene Entformungsschrägen:
Glatte Oberflächen: ≥ 0,5°
Strukturierte Oberflächen: ≥ 1,5°–3°
Wichtige Erkenntnis: Mehr Entformungsschräge bedeutet leichteres Entformen und längere Werkzeugstandzeit.
4. Auswerfzeitpunkt und Kühlungsbalance
Der korrekte Auswerfzeitpunkt ist beim Spritzgießen entscheidend.
Zu frühes Auswerfen:
Das Teil ist noch weich.
Dies führt zu Verformungen und Auswerfermarken.
Zu spätes Auswerfen:
Das Teil schrumpft fest am Kern.
Dies erfordert übermäßige Kraft.
Die Beschädigungsgefahr steigt.
Optimierungsstrategie:
Für ein optimales Kühlsystem sorgen.
Werkzeugtemperatur kontrollieren.
Auswerfen an die Materialeigenschaften anpassen.
5. Fortschrittliche Lösungen: Reibungsarme Beschichtungen
Moderne Werkzeuge verwenden zunehmend DLC-Beschichtungen (Diamond-Like Carbon) auf den Auswerferstiften.
Vorteile:
Geringere Reibung
Verbesserte Verschleißfestigkeit
Bessere thermische Stabilität
Saubereres Entformen (kein Trennmittelspray erforderlich)
Dies trägt dazu bei:
Kürzere Zykluszeiten
Verbesserte Konsistenz
Geringerer Wartungsaufwand
Warum der Auswurf für die Produktionseffizienz wichtig ist
Ein schlecht konstruiertes Auswurfsystem kann:
Die Ausschussrate erhöhen
Manuelle Teileentnahme erforderlich machen
Die Produktion verlangsamen
Werkzeuge beschädigen
Ein optimal konstruiertes System gewährleistet:
Vollautomatische Produktion
Konstante Teilequalität
Geringere Ausfallzeiten
Niedrigere langfristige Kosten
Fazit: Auswurf von Anfang an berücksichtigen
Bei der Konstruktion hochwertiger Spritzgussformen sollte der Auswurf niemals vernachlässigt werden.
Von der Anordnung der Auswerferstifte über die Optimierung des Entformungsschrägenwinkels bis hin zur luftunterstützten Entformung trägt jedes Detail dazu bei, Folgendes zu erreichen:
Reibungsloses Entformen
Hohe Produktionseffizienz
Zuverlässige Werkzeugleistung
Suchen Sie nach einer zuverlässigen Spritzgussformenkonstruktion?
Bei Xinkey Mould sind wir spezialisiert auf:
Hochleistungs-Spritzgießformen
Optimierte Auswerfersysteme
Kostengünstige Werkzeuglösungen
Wir entwickeln jede Form mit Blick auf eine effiziente Teileentnahme und gewährleisten so einen reibungslosen Produktionsablauf vom ersten Schuss bis zur Serienfertigung.
MEHR LESEN
Inside the Press: Ein realer Blick auf den Spritzgießzyklus
Einführung
In der modernen Fertigung ist Spritzgießen der schwere Schläger für hochvolumige, präzise Kunststoffteile. Aber für die meisten Designer geschieht die Magie hinter geschlossenen Stahltüren. Verständnis der mechanischen “ Herzschlag” der Presse ist der erste Schritt in Richtung eines Designs, das tatsächlich auf der Werkstatt funktioniert, nicht nur in einer CAD-Simulation.So bricht der Zyklus tatsächlich ab:
Schritt 1: Die Verriegelung (Klemmen)
Bevor sich ein einzelnes Harzpellet bewegt, muss die Presse das Werkzeug sichern. Wir sprechen hier von massiver Kraft - oft Hunderte von Tonnen - um zu verhindern, dass die A-Seite und die B-Seite während des Schusses auseinanderblasen.Die Pro-Ansicht: Don’ t die Oberfläche unterschätzen. Wenn Sie ein Teil in der Größe eines Essplatts formen, kämpft dieser innere Druck, um die Form zu öffnen. Nicht genug “ Tonnage” (Klemmkraft), bekommen Sie Blitz - diese chaotische Plastikblutung, die die Kanten Ihres Teils ruiniert.Schritt 2: Der Schuss (Injektion)
Sobald das Werkzeug fest eingespannt ist, treibt die Schraube nach vorne. Dies ist nicht nur eine einfache Füllung; es ist ein Hochgeschwindigkeitsrahmen von geschmolzenem Harz durch die Düse und in die Geometrie des Werkzeugs.Die versteckte Herausforderung: Jede Formhohle ist bereits voller Luft. Wenn der Plastik einschlägt, braucht diese Luft eine sofortige Austrittsstrategie. Deshalb sind wir obsessiv über Entlüftung. Wenn diese Luft gefangen und komprimiert wird, erwärmt sie sich sofort und verursacht “ Diesel” oder diese hässlichen schwarzen Verbrennungen auf Ihrem fertigen Teil.Schritt 3: Warten (Kühlung)
Füllen ist fertig. Nun beginnt die Uhr. Kühlung ist in der Regel die “ Tote Zeit” im Zyklus, aber es macht etwa 70% der gesamten Prozesszeit aus.Physik am Arbeitsplatz: Wir sind’ t einfach sitzen lassen. Wir ziehen aggressiv Wärme über interne Wasserleitungen aus.Die Realität des Designs: Hier wird eine einheitliche Wandstärke zu Ihrem besten Freund. Wenn ein Teil Ihres Teils heiß bleibt, während ein anderer einfriert, wird sich der Teil buchstäblich selbst bekämpfen, während er schrumpft. Das Ergebnis? Spülspuren oder diese gefürchtete Verformung, die Teile in den Schrottbin schickt.Schritt 4: Plastifizieren - Vorbereitung des nächsten Schusses
Die Maschine ist ein Master-Multitasker. Auch während das aktuelle Teil noch in der Form erstarrt, stützt sich die Schraube bereits auf das nächste vor.Was tatsächlich passiert: Es kaut durch rohe Pellets aus dem Trichter, mit einer brutalen Kombination aus Heizbanden und reiner mechanischer Scherreibung, um die nächste “ erschossen. ” Wir nennen dies Schraubenrückgewinnung, und die richtige Geschwindigkeit und Gegendruck ist die Geheimsauce für eine konsistente Schmelzendichte.Schritt 5: Ejektion - Der Moment der Wahrheit
Sobald das Teil seine Zieltemperatur erreicht und genügend strukturelle “ Rückgrat,” Die Schimmel reißt sich auf.Die Freisetzung: Hier schieben die Ejektorstifte - diese winzigen mechanischen Finger - das Teil vom Kern ab. Wenn Ihre Entwurfswinkel’ t spot auf, werden Sie ein “ Crunch” oder Drag-Markierungen sehen, die ein perfekt gutes Finish ruinieren. Es ist der ultimative Test des Designs Ihres Werkzeugs.Spritzgießen ist’ Es geht nur darum, einen Knopf zu drücken und zu beobachten, wie Teile in einen Müll fallen. Es ist ein zartes Gleichgewicht zwischen Temperatur, Druck und Timing. Wenn Sie die DFM-Stufe (Design for Manufacturability) überspringen, sind Sie’ Sie riskieren nicht nur einen schlechten Teil – Sie riskieren Ihre gesamte Produktionszeit.Schritt 6: Nachbearbeitung – Teilewiederherstellung Die Runner-StrategieDer innere Zyklus der Maschine ist vorbei, aber die Arbeit ist nicht erledigt, bis das Teil regalfertig ist. Ob es in einen Sammelkorb gefallen ist oder von einem Roboterarm geschnappt wird, in der letzten Phase geht es um Trennung und Logistik. Die Pro-Ansicht: In einem Standard “ kalter Laufer” Setup, Ihr Teil kommt an einem Kunststoff befestigt “ gerüst” (Der Runner) Wir schneiden diese ab, und in einem nachhaltigen Shop werden diese Läufer sofort in einen Granulator geworfen, um sie in ein Nachschleifen umzuwandeln. Dies minimiert Materialabfall und hält Ihre Teilekosten niedrig. Der High-Volume-Hack: Wenn Sie Millionen von Einheiten ausführen, würden wir Sie wahrscheinlich zu einem Hot Runner-System führen. Während heiße Läufer mehr Vorkapital verlangen, rationalisieren sie den Prozess, indem sie das Läufersystem vollständig umgehen. Sie erhalten Null Schrott und eine viel schlankere Zykluszeit. Nach einer schnellen Abwägung und Zählung für Genauigkeit verpacken wir sie und bewegen sie – auf dem Weg zu Ihrer Anlage ohne unnötige Sekundäroperationen.Sie haben ein komplexes Design, das Ihnen Kopfschmerzen verursacht? Warten Sie nicht, bis Sie auf der Werkstatt sind, um die Mängel zu finden. Wenden Sie sich an unser Team für eine tiefgreifende DFM-Analyse und lassen Sie Ihr Projekt so reibungslos laufen wie ein Hot Runner-System.
MEHR LESEN
Die Ingenieurgeheimnisse von Hochgeschwindigkeitsautomatischen Abschraubformen
Wenn Sie Teile mit Innen- oder Außengewinden wie Rohrverbindungen, Kosmetikkappen oder Industrieventilen herstellen, wissen Sie, dass die “ Unthreading” Phase ist der größte Engpässe im Injektionszyklus. In vielen Standardgeschäften erfolgt dies immer noch durch manuelles Aufschrauben oder langsame, sekundäre Operationen.Bei Xinkey Mould sehen wir das Gewinde nicht nur als eine Funktion, sondern als ein mechanisches Puzzle, das automatisiert werden muss. Aus diesem Grund ist die Konstruktion eines automatischen Aufschraubensystems die beste Investition für Gewindeteile mit hohem Volumen.Das getriebene Herz: Rack und Pinion vs. Hydraulikmotoren
Der Kern einer Aufschraubform ist sein Antriebsmechanismus. Es gibt keine “ one-size-fits-all” Lösung hier.Rack und Ritzel: Für schnelle, synchronisierte Bewegungen entwerfen wir oft ein Rack-and-Ritzel-System, das von der Form angetrieben wird. s Öffnungsstrug. Es ist rein mechanisch und unglaublich schnell.Hydraulik- oder Elektromotoren: Wenn das Gewinde zu lang ist oder mehrere Drehungen erfordert, integrieren wir Präzisionsmotoren.
Das Geheimnis Xinkey hat über 25 Jahre gelernt? Es ist die Synchronisierung. Wenn der Kern nicht’ t sich mit genau der gleichen Geschwindigkeit wie die Fadenhöhe zurückziehen, entfernen Sie die Plastikfäden, bevor das Teil sogar die Form verlässt. Unsere Designer verwenden eine 3D-Simulation, um diese “ Reise-zur-Rotation” Verhältnis zum Mikron.Lösung des “ Reibung” AlptraumGewindekerne drehen sich ständig gegen den Formhohlraum. Dies verursacht massive Reibung und Wärme. Standard-Schimmel-Shops oft Gesicht “ galling” (Metall-auf-Metall-Griff) nach nur wenigen tausend Schüssen.Wir lösen dies, indem wir die richtige “ Muskel” für die Form. Für die rotierenden Kerne verwenden wir gehärteten Stahl H13 oder S136, der oft mit speziellen reibungsarmen Beschichtungen (wie DLC) behandelt wird. Darüber hinaus entwerfen wir interne Kühlkanäle innerhalb des rotierenden Kerns - eine hochkarätige technische Leistung, die sicherstellt, dass der Kunststoff schnell setzt und die Fäden knackig bleiben, Schuss nach Schuss.Der ROI: Warum “ Günstig” Formen kosten Sie mehrWir sehen oft Kunden zu uns kommen, nachdem sie eine billigere, manuelle Abschraubform anderswo gekauft haben. Sie sparten 5.000 Dollar für das Werkzeug, geben jedoch jeden Monat 2.000 Dollar für Arbeits- und Schrottteile aus.Eine automatische Abschraubform von Xinkey kann höhere Vorkosten haben, beseitigt jedoch manuelle Eingriffe. Durch das Rasieren von 5 Sekunden ab einem Zyklus und das Entfernen der Notwendigkeit eines menschlichen Bedieners zahlt sich die Form in der Regel innerhalb der ersten Monate der Produktion für sich selbst aus.Der Xinkey Vorteil
Wenn Sie uns eine 3D-Datei für ein Gewindeteil senden, don’ Schauen Sie sich einfach die Form an. Wir betrachten die Pitch, die Materialschrumpfung und die Zykluszeit. Wir bauen Werkzeuge, mit denen Sie die “ Start” Schaltfläche und lassen Sie die Maschine die Arbeit 24/7 erledigen.
MEHR LESEN
Warum Bakelite Molding das “ Schwarze Kunst” von der Werkzeugwelt
Wenn Sie in eine Standard-Injektionswerkstatt gehen und nach einer Bakelit-Form (Phenol) fragen, werden die meisten Sie ablehnen. Und warum? Weil Bakelite ein “ Thermoset” Material, es spielt nach einem völlig anderen Satz von Regeln als Standard ABS oder PC.Bei Xinkey haben wir dieses “ Schwarze Kunst” seit über zwei Jahrzehnten unterstützen wir Marken wie TeFaL mit hitzebeständigen Komponenten, die niemals schmelzen. Hier ist, was Bakelit Forming so schwierig macht - und wie wir es lösen.Es kühlt nicht; Es heiltStandardplastik geht darum, es zu schmelzen, zu schießen und abkühlen. Bakelite ist eher wie ein Kuchen zu backen. Sie müssen die Form aufheizen, um eine chemische Reaktion (Aushärtung) auszulösen.Wenn Ihre Formentemperatur nur um ein paar Grad abgeschaltet ist, wird das Teil “ untergekocht” (brüchlich) oder “ übergebacken” (verbrannt). Wir integrieren spezialisierte hocheffiziente Heizpatronen in unsere 3D-Designs, um sicherzustellen, dass das thermische Profil über den gesamten Hohlraum hinweg perfekt gleichmäßig ist.Der Kampf gegen die Ausgasung
Wenn Bakelit heilt, setzt es viel Gas frei. Wenn dieses Gas gefangen wird, bekommen Sie “ Leeren” oder brennen Spuren auf der Oberfläche. Die meisten Geschäfte scheitern hier, weil sie Standard-Belüftung verwenden.Bei Xinkey entwickeln unsere Designer “ aggressive Entlüftung” Kanäle. Dies sind mikroskopische Lücken (manchmal nur 0,01 mm), die breit genug sind, um Gas zu entfliehen, aber eng genug, um “ Flash” (ausgelecktes Plastik). Es ist eine rasierdünne Fehlergrenze, die 25 Jahre Erfahrung erfordert, um richtig zu sein.The “ Sandpapier” WirkungBakelit ist abrasiv. Es fresst durch weichen Stahl wie Sandpapier. Deshalb verwenden wir für diese Projekte niemals P20 oder billige Stähle. Wir verwenden ausschließlich gehärteten H13- oder S136-Stahl, oft mit spezialisierten Beschichtungen, um sicherzustellen, dass die Form 500.000 Schüsse verarbeiten kann, ohne dass die Kanten abgerundet werden.Don’ t vertrauen Sie Ihren Hochhitzeprojekten an einen Laden, der “ Ich denke, sie können es tun.” Vertrauen Sie einem Team, das seit 25 Jahren die Thermostatttechnik gelebt und angeatmet hat.
MEHR LESEN
2K Forming vs. Overmolding Die technische Wahrheit über Multi-Material-Design
In unseren 25 Jahren bei Xinkey Mould haben wir unzählige Projektmanager auf dieselbe Frage festgehalten: “ Ich will einen Soft-Touch-Griff mit einem starren Kern. Gehe ich mit 2K Injektion oder Overmolding? ”Die Antwort ist’ t nur etwa Preis; es geht um Ihr Produktionsvolumen, Präzisionsanforderungen und die “ fühlen” Sie wollen für Ihren Endkunden. Lassen Sie uns die Werkstattrealität dieser beiden Prozesse zusammenbrechen.Der Vorteil der Rotationsplatte (2K-Formung)
2K Spritzgießen (oder Doppel-Schuss) ist das, was wir nennen “ Präzision in Bewegung. ” Es erfordert eine spezialisierte Bi-Injektionsmaschine mit zwei getrennten Fässern und einer Drehplatte.Die Magie geschieht in einem Zyklus. Das erste Material wird eingespritzt, die Form um 180 Grad gedreht und das zweite Material direkt auf das noch warme erste Teil geschossen.Warum es für hohe Volumen besser ist: Weil es vollständig automatisiert ist. Es gibt keine manuelle Arbeit beim Übertragen von Teilen.The “ Flash” Faktor: In 2K wird die Dichtung zwischen den beiden Materialien durch die Drehung der Maschine und die Untermikron-Formausrichtung gesteuert. Sie erhalten eine knackige, saubere Linie zwischen den Farben, die einfach’ t möglich mit manueller Überformung.Die manuelle Brücke (Overmolding)
Überformung ist ein zweistufiger Prozess. Sie formen die “ Substrat” (der harte Teil) zuerst, lassen Sie es abkühlen, und legen Sie es dann in eine zweite Form, um die weiche “ Haut. ”Wenn Sie 5.000 Einheiten anstelle von 500.000 laufen, ist Overmolding Ihr Freund. Die Werkzeugkosten sind deutlich niedriger, weil Sie don’ t benötigen den komplexen Drehmechanismus oder eine teure 2K-Presse.Das Verbindungsrisiko: Hier scheitern die meisten Geschäfte. Da der erste Teil kalt ist, wenn das zweite Material es trifft, verlassen Sie sich stark auf “ mechanische Verriegelungen” (physische Rippen oder Löcher), um die Materialien nicht auseinander zu schälen. Bei Xinkey analysieren unsere Designer die chemische Kompatibilität Ihrer Harze, um sicherzustellen, dass sie nicht ’ t nur “ berühren,” Eigentlich Bond.Das Xinkey-Urteil
Wenn Sie ein Tier-1-Automobilteil oder ein High-End-Tech-Gadget bauen, wo die “ klicken” and “ fühlen” Wenn Sie den Markt testen oder einen robusten industriellen Werkzeuggriff bauen, bei dem die Kosten der Haupttreiber sind, ist Overmolding wahrscheinlich der smartere Weg.
MEHR LESEN




