
Conception des glissières de moules d'injection : structure, fonction et meilleures pratiques
Introduction
Les coulisseaux (également appelés noyaux latéraux) sont des composants de moule qui se déplacent perpendiculairement (ou en biais) à la direction d'ouverture du moule. Ils servent à former et à libérer les contre-dépouilles externes qui, autrement, empêcheraient l'éjection rectiligne. Pour les ingénieurs moulistes travaillant sur des pièces plastiques complexes, la compréhension de la conception des coulisseaux est essentielle.
Qu'est-ce qu'un coulisseau de moule ?
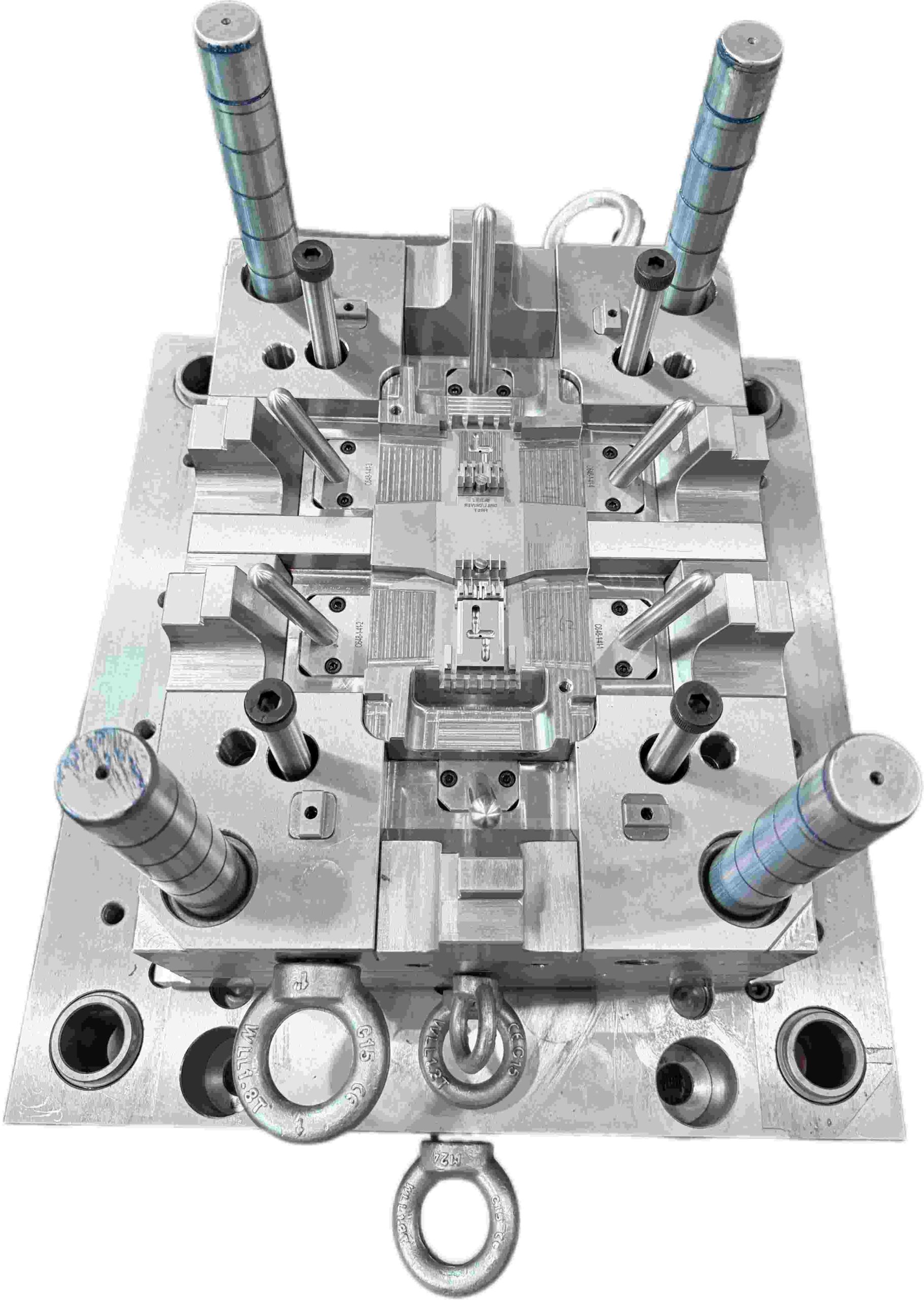
Un coulisseau est un composant mobile de moule qui se déplace latéralement lors de la course d'ouverture pour libérer les contre-dépouilles externes d'une pièce moulée. Il est généralement actionné par un axe angulaire (également appelé axe de came ou axe à corne) monté sur la partie fixe du moule.
Lors de l'ouverture du moule, l'axe angulaire pousse le coulisseau vers l'extérieur. Lors de la fermeture du moule, le coulisseau est ramené à sa position de travail, prêt pour le cycle suivant.
Pour garantir la stabilité pendant l'injection, le coulisseau est bloqué par un bloc de blocage. Sans ce support, la pression élevée dans la cavité (atteignant souvent plusieurs centaines de tonnes) peut déplacer le coulisseau, entraînant des bavures ou des variations dimensionnelles. Pour la fabrication de moules standard, on utilise couramment des aciers à outils pré-trempés comme le P20 pour le corps du coulisseau. Cependant, pour les applications à grand volume, le P20 seul ne suffit pas. Des inserts trempés ou des plaques d'usure sont souvent ajoutés dans les zones de contact important afin de réduire le frottement, d'améliorer la résistance à l'usure et d'allonger considérablement la durée de vie de l'outil.
Le coulisseau est guidé par des cales ou des piliers de guidage pour maintenir son alignement tout au long de sa course. La distance de course doit être au moins égale à la profondeur de la contre-dépouille, majorée d'une marge de sécurité de 2 à 3 mm.
Pourquoi les coulisseaux sont-ils nécessaires ?
De nombreuses pièces en plastique présentent des caractéristiques telles que des trous latéraux, des filetages, des crochets, des clips ou des géométries en retrait sur leurs surfaces externes. Ces caractéristiques créent des contre-dépouilles qui empêchent l'éjection en ligne droite du moule.
Sans un système d'action latérale comme un coulisseau, la pièce serait bloquée mécaniquement dans la cavité. Toute tentative d'éjection directe risquerait d'endommager la pièce, d'user le moule, voire d'arrêter la production. En pratique, le coulisseau agit comme un mécanisme de libération obligatoire : il doit se rétracter complètement avant l’activation du système d’éjection. Un mauvais timing peut entraîner le blocage de la pièce, provoquant des dommages et des arrêts de production imprévus.
Comparés aux éjecteurs internes, les coulisseaux sont généralement plus robustes pour les contre-dépouilles externes. Entraînés par le mouvement d’ouverture du moule et verrouillés mécaniquement contre la pression d’injection par le bloc de talon, ils sont adaptés aux environnements de production à grand volume nécessitant des millions de cycles.
Un avantage clé des coulisseaux réside dans leur capacité de répartition de la charge. Le bloc de talon et les surfaces de guidage répartissent les forces d’injection sur une plus grande surface de contact, réduisant ainsi la déformation et l’usure par rapport aux systèmes de levage mécaniques plus petits.
Problèmes courants des coulisseaux
1. Grippage et blocage : Le grippage des coulisseaux se produit lorsque les surfaces de glissement fonctionnent avec une lubrification insuffisante, entraînant une accumulation de métal et un blocage final. Ce phénomène est particulièrement fréquent dans les moules utilisant des matériaux abrasifs tels que le nylon chargé de verre ou le polypropylène chargé de minéraux. Une fois amorcé, le grippage a tendance à s’accélérer rapidement et peut finalement provoquer le blocage du coulisseau et le démontage du moule pour réparation.
2. Charge excessive sur l'axe angulaire : Lorsque l'angle de l'axe angulaire dépasse environ 25°, la charge latérale augmente considérablement. Ceci accélère l'usure des cales, des blocs de talon et de l'axe angulaire lui-même.
Des angles plus prononcés augmentent également la force nécessaire lors de l'ouverture du moule, ce qui engendre des contraintes supplémentaires sur l'ensemble du mécanisme au fil du temps.
3. Bavures sur les surfaces d'arrêt : La présence de bavures sur la face d'arrêt du coulisseau indique un mauvais positionnement. Les causes fréquentes incluent des blocs de talon usés, une précharge insuffisante ou une légère déformation de l'axe angulaire.
Si ce problème n'est pas traité rapidement, l'accumulation de bavures peut accélérer l'usure du coulisseau et des surfaces d'accouplement.
4. Défaut de synchronisation : Une synchronisation incorrecte du coulisseau peut entraîner des défauts importants. Si le coulisseau se déplace avant que la pièce ne soit complètement libérée, il peut entraîner la pièce latéralement, ce qui provoque des rayures, des déformations ou des distorsions dimensionnelles.
Solutions de conception et bonnes pratiques
Maintenir la géométrie de l'axe angulaire entre 15° et 22° afin d'équilibrer les forces et de réduire la charge latérale. Usiner des rainures de lubrification dédiées dans les plaques d'usure et veiller à ce que la graisse atteigne toutes les interfaces de glissement.
Utiliser des matériaux autolubrifiants tels que le bronze AMPCO, les bagues Oilite ou les inserts d'usure composites.
Mettre en œuvre un système de retour à ressort pour garantir une fermeture complète du coulisseau avant la fermeture du moule.
Concevoir des angles de verrouillage du bloc de talon 2 à 3° plus prononcés que l'angle de la goupille d'angle pour assurer une fermeture sécurisée sous pression.
Ajouter un système de retour anticipé des éjecteurs afin que les goupilles d'éjection se rétractent avant le mouvement du coulisseau et évitent ainsi toute interférence mécanique.
Conseil de pro : Un coulisseau bien conçu doit offrir les sensations d'un mécanisme de précision : un mouvement fluide, un verrouillage précis et une constance irréprochable du premier au dernier tir.
La performance est rarement le fruit de la complexité. Elle repose sur des principes fondamentaux : le choix des matériaux d'usure appropriés, une lubrification optimale et la conception d'un système de retour mécanique fiable.Lorsque ces principes de base sont respectés, le moule fonctionne avec un minimum d'intervention.
Cependant, le coulisseau le plus économique est souvent celui qu'on ne fabrique jamais. Il est toujours judicieux d'évaluer si une petite modification de la conception d'une pièce peut éliminer complètement le contre-dépouille. Simplifier la géométrie permet généralement de réduire les coûts, d'améliorer la fiabilité et de faciliter la maintenance.
EN SAVOIR PLUS
L'art de la sortie : pourquoi l'éjection des moules est bien plus qu'une simple poussée
Il est étonnant de constater à quel point nous nous focalisons sur chaque milliseconde de la phase d'injection, alors que l'éjection – la partie la plus critique du cycle – est souvent négligée. Injecter le plastique est une chose ; l'extraire intact, c'est là que réside le véritable savoir-faire technique.
L'éjection du moule est l'ultime étape. Vous avez passé tout le cycle à remplir, tasser et refroidir une pièce parfaite, mais si votre stratégie d'éjection est défaillante, vous vous retrouverez avec des marques de tension, des déformations ou des pièces collées au noyau.
Voici pourquoi une éjection fluide est la marque d'un outil bien conçu :
1. La lutte contre le frottement et le vide
Dès l'ouverture du moule, la pièce en plastique adhère au noyau comme dans un étau. En refroidissant, le matériau se rétracte sur l'acier, créant un frottement important.
Mais il existe un second ennemi, invisible : le vide.
Dans le cas de pièces embouties profondément ou de géométries en forme de godet, la pièce forme un joint étanche contre le noyau. Si vous vous fiez uniquement aux éjecteurs, le vide s'opposera à la force exercée, ce qui risque de déformer ou d'écraser la pièce.
C'est pourquoi l'outillage intelligent ne repose pas sur la force brute.
Des solutions telles que :
Soupapes pneumatiques
Soufflages d'air temporisés
sont utilisées pour rompre le vide avant même que les éjecteurs ne s'engagent.
2. L'équilibre est essentiel : éviter la perforation
L'un des défauts les plus courants liés à une mauvaise conception de l'éjection est le blanchiment dû aux contraintes : ces marques blanches visibles là où les éjecteurs exercent une pression excessive.
L'éjection doit être équilibrée.
Si les éjecteurs ne sont pas positionnés stratégiquement autour des zones de forte friction (comme les nervures ou les bossages), la pièce peut :
S'incliner
Se bloquer
Se rompre de manière irrégulière
Dans ce cas, les éjecteurs n'éjectent pas la pièce ; ils la perforent. Un système bien conçu :
Maximise la surface de contact
Répartit la force uniformément
Utilise des solutions comme les plaques d’éjection pour les pièces à parois fines
Ceci garantit un démoulage contrôlé et uniforme.
3. L’élément clé : les angles de dépouille
Vous pouvez investir dans le système d’éjection le plus avancé au monde, mais sans angles de dépouille appropriés, vous ne parviendrez pas à obtenir un résultat satisfaisant.
La dépouille est la légère inclinaison des parois verticales. Même 0,5° peut faire la différence entre :
Un démoulage propre
Une pièce bloquée nécessitant un retrait manuel
Et sur les surfaces texturées ? La dépouille devient encore plus cruciale. Le plastique s’imprègne en quelque sorte de la texture du moule.
Règle générale : plus la dépouille est importante, mieux c’est.
4. Synchronisation et équilibre thermique
L’éjection ne dépend pas seulement de la pression exercée, mais aussi du moment où elle est déclenchée.
Trop tôt : la pièce est encore molle → les broches laissent des marques ou provoquent une déformation.
Trop tard : la pièce adhère trop fortement au noyau → une force excessive entraîne des dommages.
Si vous ratez ce moment, vous ne faites plus que démouler la pièce, vous provoquez une défaillance.
L'outillage moderne a évolué et ne se limite plus aux agents de démoulage traditionnels.
Aujourd'hui, de nombreux moules haute performance utilisent :
Des broches revêtues de DLC (carbone amorphe).
Ces revêtements :
Réduisent la friction
Améliorent la gestion thermique
Prolongent la durée de vie de l'outillage
Permettent des cycles plus rapides
Surtout, ils permettent un démoulage propre, sans contamination ni résidu.
En résumé :
Un bon moule ne se contente pas de produire une pièce parfaite ; il la produit de manière constante, automatique et fiable.
Si un opérateur doit rester près de la machine pour aider les pièces à se démouler, c'est que le système d'éjection est déjà défaillant.
Conception optimisée pour l'éjection
Chez [Nom de votre entreprise], l'éjection est une étape cruciale.
De :
Systèmes de plaques d'éjection
Éjection multi-étapes
Revêtements avancés
Nous concevons chaque détail pour que chaque pièce sorte du moule avec la même perfection qu'à sa sortie.
Car en moulage par injection, la dernière étape est tout aussi critique que la première.
如果你要,我可以帮你再优化一版更偏营销型(更适合Les références SEO et Google �
Référencement SEO
+ (Google Maps + LinkedIn) �
Éjection du moule en injection plastique : Principes de conception pour un démoulage optimal
En injection plastique, la plupart des ingénieurs se concentrent sur le remplissage, le compactage et le refroidissement. Pourtant, l’une des étapes les plus critiques est souvent négligée : l’éjection du moule.
Un moule bien conçu ne se contente pas de produire une pièce parfaite ; il garantit également un démoulage fluide, régulier et automatique.
Une conception d’éjection inadéquate entraîne :
Blanchiment sous contrainte
Déformation de la pièce
Adhérence au noyau
Allongement du temps de cycle
Intervention manuelle
Dans cet article, nous détaillons les principes clés de conception de l’éjection du moule qui garantissent une production de haute qualité et reproductible.
Qu’est-ce que l’éjection du moule en injection plastique ?
L'éjection du moule est la dernière étape du cycle de moulage par injection. La pièce en plastique refroidie est extraite du moule à l'aide de systèmes mécaniques tels que :
Broches d'éjection
Plaques d'éjection
Systèmes d'éjection pneumatique
Cette étape influe directement sur :
La qualité des pièces
L'efficacité du cycle
La durée de vie des outils
1. Friction et vide lors de l'éjection du moule
Pendant le refroidissement, le plastique se rétracte et adhère fortement au noyau du moule, générant des forces de friction importantes.
Dans les géométries complexes ou fermées, un problème supplémentaire se pose : la formation d'un vide.
Ce vide peut :
Empêcher un démoulage correct
Provoquer l'affaissement de la pièce
Augmenter la force d'éjection requise
Bonne pratique : Éliminer le vide
Pour améliorer le démoulage :
Utiliser des soupapes d'air
Appliquer des jets d'air temporisés
Concevoir des voies d'évacuationCes méthodes réduisent la résistance avant l'éjection mécanique.
2. Conception et positionnement des éjecteurs
Un positionnement inadéquat des éjecteurs est l'une des principales causes de défauts sur les pièces moulées par injection.
Problèmes courants :
Blanchiment sous contrainte
Marques d'éjection
Défauts de perforation
Recommandations de conception :
Placer les éjecteurs près des zones de forte résistance (nervures, bossages)
Assurer une répartition équilibrée de la force
Augmenter la surface de contact
Pour les pièces à parois minces, envisager :
Des plaques d'éjection plutôt que des éjecteurs
Une éjection sur tout le périmètre pour une force uniforme
3. Importance des angles de dépouille dans la conception du moule
L'angle de dépouille est essentiel pour réduire le frottement lors de l'éjection de la pièce. Sans dépouille adéquate :
Les pièces adhèrent au noyau
La force d'éjection augmente
Les défauts de surface sont plus fréquents
Angles de dépouille recommandés :
Surfaces lisses : ≥ 0,5°
Surfaces texturées : ≥ 1,5°–3°
Point clé : Une dépouille plus importante facilite le démoulage et prolonge la durée de vie du moule.
4. Synchronisation de l'éjection et refroidissement
Une synchronisation correcte de l'éjection est essentielle en moulage par injection.
Éjection trop précoce :
La pièce est encore molle
Ce qui entraîne des déformations et des marques d'éjection
Éjection trop tardive :
La pièce se rétracte fortement sur le noyau
Ce qui nécessite une force excessive
Ce qui augmente le risque de dommages
Stratégie d'optimisation :
Concevoir un système de refroidissement adapté
Contrôler la température du moule
Synchroniser l'éjection avec les propriétés du matériau
5. Solutions avancées : Revêtements à faible friction
Les moules modernes utilisent de plus en plus de revêtements DLC (carbone amorphe) sur les broches d'éjection. Avantages :
Friction réduite
Résistance à l'usure améliorée
Meilleure stabilité thermique
Démoulage plus propre (pas besoin de spray de démoulage)
Ceci permet de :
Réduire le temps de cycle
Améliorer la régularité de la production
Réduire la maintenance
Pourquoi l'éjection du moule est essentielle à l'efficacité de la production
Un système d'éjection mal conçu peut :
Augmenter le taux de rebut
Nécessiter un démoulage manuel
Ralentir la production
Endommager l'outillage
Un système optimisé garantit :
Une production entièrement automatisée
Une qualité de pièces constante
Un temps d'arrêt réduit
Un coût à long terme inférieur
Conclusion : Prioriser l'éjection
Dans la conception de moules d'injection plastique de haute qualité, l'éjection ne doit jamais être négligée.
De la disposition des éjecteurs à l'optimisation de l'angle de dépouille et au démoulage assisté par air, chaque détail contribue à obtenir :
Un démoulage fluide
Une efficacité de production élevée
Des performances fiables du moule
Vous recherchez une conception de moule d'injection fiable ? Chez Xinkey Mould, nous sommes spécialisés dans :
Les moules d'injection haute performance
Les systèmes d'éjection optimisés
Les solutions d'outillage économiques
Nous concevons chaque moule en privilégiant un démoulage efficace, garantissant ainsi le bon déroulement de votre production, de la première injection à la fabrication en série.
EN SAVOIR PLUS
À l'intérieur de la presse: un regard réel sur le cycle de moulage par injection
Introduction
Dans la fabrication moderne, le moulage par injection est le plus important pour les pièces en plastique de grande volume et de précision. Mais pour la plupart des designers, la magie se produit derrière des portes en acier fermées. Comprendre le mécanique “ battement cardiaque” de la presse est la première étape vers une conception qui fonctionne réellement en atelier, pas seulement dans une simulation CAO.Voici comment le cycle se brise réellement :
Étape 1: Le verrouillage (serrage)
Avant qu'un seul pellet de résine ne se déplace, la presse doit fixer l'outil. Nous parlons ici d’une force massive – souvent des centaines de tonnes – pour empêcher le côté A et le côté B de souffler pendant le tir.La Vue Pro: Don’ t sous-estime la surface. Si vous moulez une pièce de la taille d’une assiette, cette pression interne lutte pour forcer l’ouverture du moule. Pas assez “ tonnage” (force de serrage), vous obtenez flash - ce saignement en plastique désordonné qui gâche les bords de votre pièce.Étape 2: Le tir (injection)
Une fois que l'outil est serré serré, la vis avance. Ce n'est pas juste un simple remplissage; Il s'agit d'une percussion à grande vitesse de résine fondue à travers la buse et dans la géométrie de l'outil.Le défi caché : Chaque cavité du moule est déjà pleine d’air. Au fur et à mesure que le plastique pénètre, cet air a besoin d’une stratégie de sortie immédiate. C'est pourquoi nous sommes obsédés par la ventilation. Si cet air est piégé et comprimé, il se chauffe instantanément, provoquant “ diesel” ou ces laides brûlures noires sur votre partie finie.Étape 3: L'attente (refroidissement)
Le remplissage est fait. L'horloge commence. Le refroidissement est généralement le “ temps mort” dans le cycle, mais cela représente environ 70% du temps total du processus.Physique au travail: nous sommes’ t juste le laisser s'asseoir. Nous tirons agressivement la chaleur via les lignes d'eau internes.La réalité du design: C'est là que l'épaisseur uniforme des murs devient votre meilleur ami. Si une partie de votre pièce reste chaude tandis qu'une autre gèle, la partie se battra littéralement elle-même au fur et à mesure qu'elle se rétrécit. Le résultat ? Marques d'évier ou cette déformation redoutée qui envoie des pièces à la poubelle.Étape 4 : Plastification – Préparation du prochain tir
La machine est un maître multitâche. Même si la partie actuelle se solidifie encore dans le moule, la vis est déjà en soutien pour se préparer à ce qui suit.Ce qui se passe réellement: Il mâche des granules brutes de la trémie, en utilisant une combinaison brutale de bandes chauffantes et de frottement mécanique pur pour préparer le prochain “ Tiré. ” Nous appelons cela la récupération de vis, et obtenir la bonne vitesse et la contrepression est la sauce secrète pour une densité de fusion constante.Étape 5 : Éjection – Le moment de la vérité
Une fois que la pièce atteint sa température cible et gagne assez de structure “ épine dorsale, ” le moule s'ouvre.La libération: C'est là que les broches d'éjecteur - ces minuscules doigts mécaniques - poussent la pièce hors du noyau. Si vos angles d'ébauche sont’ t spot sur, vous entendrez un “ crunch” ou voir des marques de traînement qui gâchent une finition parfaitement bonne. C’est le test ultime de la conception de votre outil.Le moulage par injection est’ t juste à propos d'appuyer sur un bouton et de regarder les pièces tomber dans une poubelle. C'est un équilibre délicat entre la température, la pression et le timing. Si vous sautez l'étape DFM (Design for Manufacturability), vous êtes’ Vous ne risquez qu'une mauvaise partie, vous risquez l'ensemble de votre calendrier de production.Étape 6 : Post-Processus – Récupération de pièces La stratégie RunnerLe cycle interne de la machine est terminé, mais le travail n’est pas terminé jusqu’à ce que la pièce soit prête à l’étagère. Que ce soit tombé dans une poubelle de collecte ou saisi par un bras robotique, la dernière étape porte sur la séparation et la logistique. La Vue Pro: Dans un standard “ coureur froid” configuration, votre pièce sort attachée à un plastique “ échafaudage” (Le coureur). Nous les décomposons, et dans un magasin durable, ces coureurs sont immédiatement jetés dans un granulateur pour être transformés en remissage, ce qui minimise les déchets de matériaux et réduit le coût de vos pièces. Le Hack à haut volume : si vous utilisez des millions d’unités, nous vous dirigerions probablement vers un système Hot Runner. Alors que les runners chauds exigent plus de capitaux à l'avance, ils rationalisent le processus en contornant complètement le système de runner. Vous obtenez zéro déchets et un temps de cycle beaucoup plus maigre. Après une pesée et un comptage rapides pour la précision, nous les emballons et les faisons déménager, sur le chemin vers votre installation sans aucune opération secondaire inutile.Vous avez un design complexe qui vous donne des maux de tête? N'attendez pas que vous soyez sur l'atelier pour trouver les défauts. Contactez notre équipe pour une analyse DFM en profondeur, et faisons fonctionner votre projet aussi facilement qu’un système à chaud.
EN SAVOIR PLUS
Les secrets d'ingénierie des moules de dévissage automatique à grande vitesse
Si vous fabriquez des pièces avec des filets internes ou externes, comme des raccords de tuyauterie, des bouchons cosmétiques ou des vannes industrielles, vous savez que le “ débloquer” La phase est le plus gros goulot d'étranglement du cycle d'injection. Dans de nombreux magasins standard, cela est toujours fait par le débrayage manuel ou par des opérations lentes et secondaires.Chez Xinkey Mould, nous voyons le filetage non seulement comme une fonctionnalité, mais comme un puzzle mécanique à automatiser. C'est pourquoi l'ingénierie d'un système de dévissage automatique est le meilleur investissement pour des pièces filetées de grand volume.Le cœur à engrenage: Rack et Pinion vs. moteurs hydrauliques
Le noyau d'un moule de dévissage est son mécanisme d'entraînement. Il n'y a pas “ une taille-convient-à-tous” solution ici.Rack et Pignon: Pour les mouvements synchronisés à grande vitesse, nous concevons souvent un système de crémaillère et de pignon entraîné par le moule ’ s coup d'ouverture. C’est purement mécanique et incroyablement rapide.Moteurs hydrauliques ou électriques : lorsque le filet est trop long ou nécessite plusieurs rotations, nous intégrons des moteurs de précision.
Le secret que Xinkey a appris depuis plus de 25 ans ? C’est la synchronisation. Si le noyau ne’ t se retirer au même rythme que le pas du fil, vous enleverez les fils en plastique avant que la pièce ne quitte même le moule. Nos concepteurs utilisent la simulation 3D pour cartographier ce “ voyage-à-rotation” rapport au micron.Résoudre “ Friction” cauchemarLes noyaux filetés tournent constamment contre la cavité du moule. Cela crée des frottements massifs et de la chaleur. Les magasins de moules standard font souvent face à “ irritation” (saisie métal-sur-métal) après seulement quelques milliers de coups.Nous résolons cela en choisissant le bon “ muscle” pour le moule. Nous utilisons des aciers durcis H13 ou S136 pour les noyaux rotatifs, souvent traités avec des revêtements spécialisés à faible frottement (comme le DLC). En outre, nous concevons des canaux de refroidissement internes à l'intérieur du noyau rotatif, un exploit d'ingénierie de haut niveau qui garantit que le plastique se fixe rapidement et que les fils restent croustillants, tir après tir.Le ROI : pourquoi “ Pas cher” Les moules vous coûtent plusNous voyons souvent des clients venir à nous après avoir acheté un moule de dévissage manuel moins cher ailleurs. Ils ont économisé 5 000 $ sur l'outil, mais dépensent 2 000 $ chaque mois pour la main-d'œuvre et les pièces de ferraille.Un moule de dévissage automatique de Xinkey peut avoir un coût initial plus élevé, mais il élimine l'intervention manuelle. En rasant 5 secondes d'un cycle et en éliminant le besoin d'un opérateur humain, le moule se paie généralement dans les premiers mois de production.L'avantage de Xinkey
Lorsque vous nous envoyez un fichier 3D pour une pièce filetée, nos 22 concepteurs ne’ Il suffit de regarder la forme. Nous examinons le pas, le rétrécissement du matériau et le temps du cycle. Nous construisons des outils qui vous permettent de frapper “ Démarrer” bouton et laissez la machine faire le travail 24/7.
EN SAVOIR PLUS
Pourquoi le moulage de bakélite est le “ Art noir” du monde des outils
Si vous entrez dans un magasin d'injection standard et demandez un moule de bakélite (phénolique), la plupart vous refuseront. Pourquoi ? Parce que Bakelite est un “ Thermoset” matériau, il joue par un ensemble complètement différent de règles que standard ABS ou PC.Chez Xinkey, nous avons maîtrisé ce “ Art noir” Depuis plus de deux décennies, nous soutenons des marques comme TeFaL avec des composants résistants à la chaleur qui ne fondent jamais. Voici ce qui rend le moulage de bakélite si difficile et comment nous le résolons.Ce n'est pas refroidissement; C'est guérirLe plastique standard consiste à le faire fondre, à le tirer et à le refroidir. La bakélite ressemble plus à faire un gâteau. Vous devez chauffer le moule pour déclencher une réaction chimique (durcissement).Si la température de votre moule est éteinte de seulement quelques degrés, la pièce sera “ sous-cuit” (fragile) ou “ trop cuit” (brûlé). Nous intégrons des cartouches de chauffage spécialisées à haut rendement dans nos conceptions 3D pour garantir que le profil thermique est parfaitement uniforme sur toute la cavité.La bataille contre le dégazage
Lorsque la bakélite guérit, elle libère beaucoup de gaz. Si ce gaz est piégé, vous obtenez “ voids” ou marques de brûlure sur la surface. La plupart des magasins échouent ici parce qu'ils utilisent une ventilation standard.Chez Xinkey, nos concepteurs ingénieurs “ ventilation agressive” canaux. Ce sont des écarts microscopiques (parfois seulement 0,01 mm) qui sont assez larges pour que le gaz s'échappe mais assez étroits pour empêcher “ flash” (plastique en fuite). C’est une marge d’erreur mince comme un rasoir qui nécessite 25 ans d’expérience pour se faire bien.The “ Papier de sable” EffetLa bakélite est abrasive. Il mange à travers l'acier doux comme le papier sablé. C’est pourquoi nous n’utilisons jamais P20 ou des aciers bon marché pour ces projets. Nous utilisons exclusivement l'acier durci H13 ou S136, souvent avec des revêtements spécialisés, pour nous assurer que le moule peut supporter 500 000 coups sans arrondir les bords.Don’ t faire confiance à vos projets à haute chaleur à un magasin qui “ Je pense qu'ils peuvent le faire.” Faites confiance à une équipe qui a vécu et respiré l'ingénierie thermodurcissable depuis 25 ans.
EN SAVOIR PLUS
Moulage 2K vs. surmoulage La vérité de l'ingénierie sur la conception multi-matériaux
Au cours de nos 25 ans chez Xinkey Mould, nous avons vu d’innombrables gestionnaires de projet se heurter à la même question : “ Je veux une poignée soft-touch avec un noyau rigide. Est-ce que je vais avec l'injection 2K ou Overmoulding? ”La réponse est ’ t juste sur le prix; il s'agit de votre volume de production, des exigences de précision et du “ ressentir” vous voulez pour votre client final. Découpons la réalité d’atelier de ces deux processus.L'avantage de la plaque rotative (moulage 2K)
Le moulage par injection 2K (ou double tir) est ce que nous appelons “ Précision en mouvement. ” Il nécessite une machine bi-injection spécialisée avec deux barils séparés et une plaque rotative.La magie se produit en un cycle. Le premier matériau est injecté, le moule tourne de 180 degrés et le second matériau est tiré directement sur la première partie encore chaude.Pourquoi il est préférable pour les volumes élevés: Parce que c'est entièrement automatisé. Il n'y a pas de travail manuel impliqué dans le transfert de pièces.The “ Flash” Facteur: En 2K, l'étanchéité entre les deux matériaux est contrôlée par la rotation de la machine et l'alignement du moule sous-micron. Vous obtenez une ligne nette et nette entre les couleurs qui est simplement’ t possible avec surmoulage manuel.Le pont manuel (surmoulage)
Le surmoulage est un processus en deux étapes. Vous moulez le “ substrat” (la partie dure) d'abord, laissez-la refroidir, puis placez-la dans un second moule pour recevoir le moule “ peau. ”Quand le choisir: Si vous exécutez 5 000 unités au lieu de 500 000, Overmolding est votre ami. Le coût de l'outillage est considérablement inférieur parce que vous ne’ t nécessitent le mécanisme rotatif complexe ou une presse 2K coûteuse.Le risque de collage: C'est là que la plupart des magasins échouent. Parce que la première partie est froide lorsque le deuxième matériau la frappe, vous comptez fortement sur “ entreverrouillages mécaniques” (côtes ou trous physiques) pour empêcher les matériaux de s'éclater. Chez Xinkey, nos concepteurs analysent la compatibilité chimique de vos résines pour s’assurer qu’elles ne sont pas t juste “ toucher, ” Mais en fait bond.Le verdict Xinkey
Si vous construisez une pièce automobile de niveau 1 ou un gadget technologique haut de gamme où le “ cliquez” and “ ressentir” Si vous testez le marché ou construisez une poignée d’outils industrielle robuste où le coût est le principal moteur, le surmoulage est probablement le chemin le plus intelligent.
EN SAVOIR PLUS




