
Projeto de deslizadores para moldes de injeção: estrutura, função e melhores práticas
Introdução
Os deslizadores (também chamados de mecanismos laterais ou núcleos laterais) são componentes de moldes que se movem perpendicularmente — ou em um ângulo — à direção de abertura do molde. Eles são usados para formar e liberar rebaixos externos que, de outra forma, impediriam a ejeção reta. Para engenheiros de moldes que trabalham com peças plásticas complexas, entender o projeto de deslizadores é essencial.
O que é um Deslizador de Molde?
Um deslizador é um componente móvel do molde que se desloca lateralmente durante o curso de abertura para liberar rebaixos externos em uma peça moldada. Ele é normalmente acionado por um pino angular (também chamado de pino de came ou pino de chifre) montado na metade fixa do molde.
À medida que o molde se abre, o pino angular empurra o deslizador para fora. Durante o fechamento do molde, o deslizador é guiado de volta para sua posição de trabalho, pronto para o próximo ciclo.
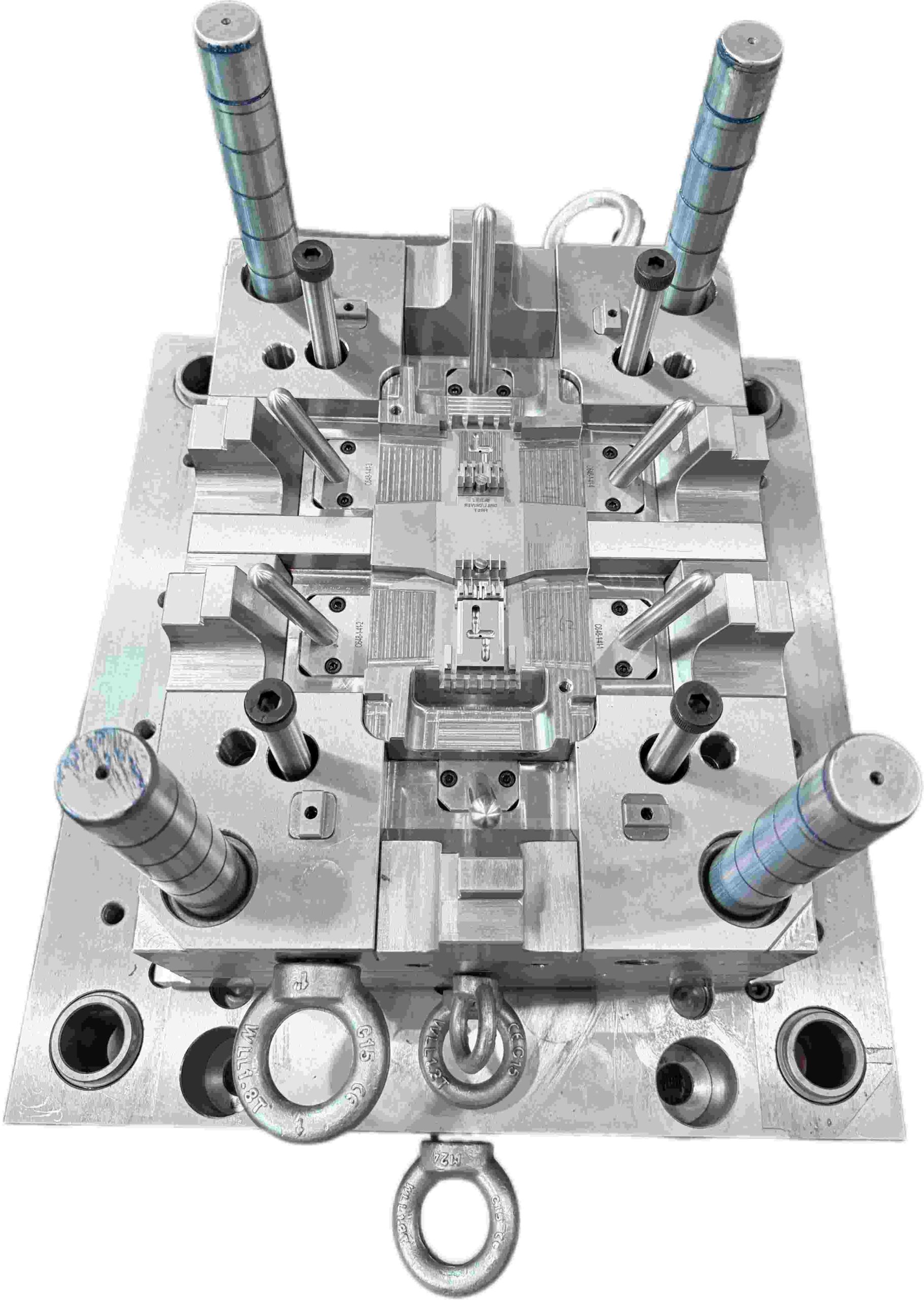
Para garantir a estabilidade durante a injeção, o deslizador é travado no lugar por um bloco de apoio (cunha de travamento). Sem esse suporte, a alta pressão da cavidade — muitas vezes atingindo centenas de toneladas — pode forçar o deslizador para fora da posição, levando à formação de rebarbas ou variações dimensionais.
Para a construção de moldes padrão, aços-ferramenta pré-endurecidos, como o P20, são comumente usados para o corpo do deslizador. Em aplicações de maior volume, no entanto, o P20 sozinho não é suficiente. Insertos endurecidos ou placas de desgaste são frequentemente adicionados em zonas de alto contato para reduzir o atrito, melhorar a resistência ao desgaste e prolongar significativamente a vida útil da ferramenta.
O deslizador é guiado por guias ou pilares-guia para manter o alinhamento ao longo de seu curso. A distância de curso deve ser pelo menos igual à profundidade do rebaixo mais uma margem de segurança de 2 a 3 mm.
Por que os deslizadores são necessários?
Muitas peças plásticas incluem características como furos laterais, roscas, ganchos, clipes ou geometrias rebaixadas em superfícies externas. Essas características criam rebaixos que impedem a ejeção em linha reta do molde.
Sem um sistema de ação lateral como um deslizador, a peça ficaria mecanicamente travada na cavidade. Qualquer tentativa de ejetá-la diretamente acarretaria o risco de danos à peça, desgaste do molde ou até mesmo a paralisação da produção.
Na prática, o deslizador atua como um mecanismo de liberação obrigatório — ele deve retrair completamente antes que o sistema de ejeção seja ativado. Se o sincronismo estiver incorreto, a peça pode ficar presa, causando danos potenciais e tempo de inatividade não planejado.
Comparados aos levantadores internos, os deslizadores são geralmente mais robustos para rebaixos externos. Eles são acionados pelo movimento de abertura do molde e travados mecanicamente contra a pressão de injeção pelo bloco de apoio, tornando-os adequados para ambientes de produção de alto volume, onde milhões de ciclos são necessários.
Uma vantagem fundamental dos deslizadores é sua capacidade de distribuição de carga. O bloco de apoio e as superfícies guia distribuem as forças de injeção sobre uma área de contato maior, reduzindo a deflexão e o desgaste em comparação com sistemas de elevação mecânicos menores.
Problemas comuns com deslizadores
1. Gripagem e travamento: A gripagem do deslizador ocorre quando as superfícies deslizantes operam com lubrificação insuficiente, levando à aderência de metal e eventual travamento. Isso é especialmente comum em moldes que utilizam materiais abrasivos, como náilon com carga de vidro ou polipropileno com carga mineral. Uma vez iniciado o desgaste por atrito, ele tende a acelerar rapidamente e pode, em última instância, causar o travamento do cursor e a desmontagem do molde para reparo.
2. Carga excessiva no pino angular: Quando o pino angular excede aproximadamente 25°, a carga lateral aumenta significativamente. Isso acelera o desgaste das guias, dos blocos de apoio e do próprio pino angular.
Ângulos mais acentuados também aumentam a força necessária durante a abertura do molde, exercendo estresse adicional em todo o mecanismo ao longo do tempo.
3. Rebarbas nas superfícies de fechamento: Rebarbas na face de fechamento do cursor indicam assentamento inadequado. Causas comuns incluem blocos de apoio desgastados, pré-carga insuficiente ou leve deformação do pino angular.
Se não forem corrigidas precocemente, o acúmulo de rebarbas pode acelerar o desgaste tanto do cursor quanto das superfícies de contato.
4. Desalinhamento de sincronização: A sincronização incorreta do cursor pode causar defeitos graves. Se o cursor se mover antes que a peça seja totalmente liberada, ele pode arrastar a peça lateralmente, resultando em arranhões superficiais, deformação ou distorção dimensional.
Soluções de Design e Melhores Práticas
Mantenha a geometria do pino angular entre 15° e 22° para equilibrar a força e reduzir a carga lateral.
Use ranhuras de lubrificação específicas nas placas de desgaste e assegure-se de que a graxa alcance todas as interfaces deslizantes.
Use materiais autolubrificantes, como bronze AMPCO, buchas Oilite ou insertos de desgaste compostos.
Implemente um sistema de retorno com mola para garantir o assentamento completo do deslizador antes do fechamento do molde.
Projete ângulos de travamento do bloco de calcanhar 2 a 3° mais acentuados que o pino angular para garantir o fechamento seguro sob pressão.
Adicione um sistema de retorno antecipado do ejetor para que os pinos ejetores se retraiam antes do movimento do deslizador, evitando interferências mecânicas.
Dica Profissional
Um deslizador bem projetado deve proporcionar a sensação de um mecanismo de precisão — movimento suave, travamento preciso e consistência da primeira à última injeção.
Um bom desempenho raramente depende de complexidade. Ele se baseia em princípios fundamentais: selecionar os materiais de desgaste corretos, garantir a lubrificação adequada e projetar um sistema de retorno mecânico confiável.Quando esses princípios básicos estão corretos, o molde funciona com intervenção mínima.
No entanto, o deslizador mais econômico costuma ser aquele que você nunca constrói. Sempre avalie se uma pequena alteração no projeto da peça pode eliminar completamente o rebaixo. Simplificar a geometria geralmente leva a custos mais baixos, maior confiabilidade e manutenção mais fácil.
LEIA MAIS
A Arte da Saída: Por que a Remoção do Molde é Mais do que Apenas Empurrar
É curioso como nos preocupamos com cada milissegundo da fase de injeção, mas a saída — a parte mais estressante de todo o ciclo — muitas vezes é deixada para depois. Injetar o plástico é uma coisa; retirá-lo inteiro é onde a verdadeira engenharia acontece.
A ejeção do molde é o obstáculo final. Você passou o ciclo preenchendo, compactando e resfriando uma peça perfeita, mas se sua estratégia de saída for falha, você acabará com marcas de tensão, distorção ou peças grudadas no núcleo.
Eis por que uma ejeção suave é a marca registrada de uma ferramenta bem projetada:
1. A batalha contra o atrito e o vácuo
No momento em que o molde se abre, a peça plástica agarra o núcleo como uma morsa. À medida que o material esfria, ele se contrai sobre o aço, criando um atrito significativo.
Mas há um segundo inimigo invisível: o vácuo.
Em peças de estampagem profunda ou geometrias tipo balde, a peça forma uma vedação contra o núcleo. Se você depender apenas de pinos extratores, o vácuo exercerá uma força contrária, fazendo com que a peça se deforme ou colapse.
É por isso que as ferramentas inteligentes não dependem de força bruta.
Em vez disso, soluções como:
Válvulas de ar
Jatos de ar temporizados
são usadas para romper a vedação a vácuo antes mesmo que os pinos extratores entrem em contato.
2. O equilíbrio é tudo: evitando a perfuração
Um dos defeitos mais comuns em projetos de extração inadequados é o branqueamento por tensão — aquelas marcas brancas visíveis onde os pinos extratores pressionam com muita força.
A extração deve ser equilibrada.
Se os pinos não forem posicionados estrategicamente ao redor de áreas de alto atrito (como nervuras ou saliências), a peça pode:
Inclinar
Travar
Falhar de forma irregular
Quando isso acontece, os pinos não extraem a peça — eles a perfuram.
Um sistema bem projetado:
Maximiza a área de contato
Distribui a força uniformemente
Utiliza soluções como placas extratoras para peças de paredes finas
Isso garante uma liberação controlada e uniforme.
3. O Herói Silencioso: Ângulos de Inclinação
Você pode investir no sistema de ejeção mais avançado do mundo, mas sem ângulos de inclinação adequados, estará travando uma batalha perdida.
A inclinação é o leve afunilamento nas paredes verticais. Mesmo 0,5° pode fazer a diferença entre:
Uma liberação limpa
Uma peça presa que exige remoção manual
E em superfícies texturizadas? A inclinação se torna ainda mais crítica. O plástico efetivamente se "trava" na textura do molde.
Regra prática: quanto maior a inclinação, melhor.
4. Sincronização e Equilíbrio Térmico
A ejeção não se resume apenas a como você empurra, mas também a quando.
Muito cedo: A peça ainda está macia → os pinos deixam marcas ou causam deformação
Muito tarde: A peça prende o núcleo com muita força → força excessiva leva a danos
Perder esse momento ideal significa não apenas ejetar a peça, mas sim causar uma falha.
As ferramentas modernas evoluíram e vão além dos tradicionais sprays desmoldantes.
Em vez disso, muitos moldes de alto desempenho agora utilizam:
Pinos revestidos com DLC (Carbono Tipo Diamante)
Esses revestimentos:
Reduzem o atrito
Melhoram o controle de temperatura
Prolongam a vida útil da ferramenta
Permitem ciclos de produção mais rápidos
Mais importante ainda, permitem que as peças sejam liberadas de forma limpa, sem contaminação ou resíduos.
Conclusão
Um ótimo molde não apenas produz uma peça perfeita, mas a produz de forma consistente, automática e confiável.
Se um operador precisa ficar ao lado da máquina para ajudar as peças a caírem, o sistema de ejeção já falhou.
Design para a Saída
Na [Nome da Sua Empresa], não tratamos a ejeção como algo secundário.
De:
Sistemas de placas extratoras
Ejeção em múltiplos estágios
Revestimentos avançados
Projetamos cada detalhe para garantir que cada peça saia do molde tão perfeita quanto foi moldada.
Porque, na moldagem por injeção, a etapa final é tão crucial quanto a primeira.
如果你要,我可以帮你再优化一版更偏营销型(更适合获客)或者SEO关键词版本(适合Google排名) �
SEO关键词版本
好,这一版我帮你做成更偏SEO优化 + 仍然专业好读的博客版本(适合官网 + (Links do Google + LinkedIn) �
Ejeção do Molde na Moldagem por Injeção: Princípios de Projeto para Liberação Suave da Peça
Na moldagem por injeção, a maioria dos engenheiros se concentra no preenchimento, compactação e resfriamento. No entanto, uma das etapas mais críticas é frequentemente negligenciada: a ejeção do molde.
Um molde bem projetado não apenas cria uma peça perfeita — ele garante que a peça seja liberada de forma suave, consistente e automática.
Um projeto de ejeção inadequado leva a:
Branqueamento por tensão
Deformação da peça
Aderência ao núcleo
Aumento do tempo de ciclo
Intervenção manual
Neste artigo, detalhamos os principais princípios de projeto de ejeção do molde que garantem uma produção repetível e de alta qualidade.
O que é Ejeção do Molde na Moldagem por Injeção?
A ejeção do molde é a etapa final do ciclo de moldagem por injeção, onde a peça plástica resfriada é removida do molde utilizando sistemas mecânicos como:
Pinos extratores
Placas extratoras
Sistemas de ejeção a ar
Esta etapa afeta diretamente:
Qualidade da peça
Eficiência do ciclo
Vida útil da ferramenta
1. Atrito e vácuo na ejeção do molde
Durante o resfriamento, o plástico encolhe e adere firmemente ao núcleo do molde, criando altas forças de atrito.
Em geometrias profundas ou fechadas, ocorre um problema adicional: a formação de vácuo.
Esse vácuo pode:
Impedir a liberação adequada
Causar o colapso da peça
Aumentar a força necessária do extrator
Melhor prática: Quebre o vácuo
Para melhorar a desmoldagem:
Use válvulas de ar
Aplique jatos de ar temporizados
Projete canais de ventilaçãoEsses métodos reduzem a resistência antes do início da ejeção mecânica.
2. Projeto e Posicionamento do Pino Ejetor
O posicionamento inadequado do pino extrator é uma das principais causas de defeitos em peças moldadas por injeção.
Problemas comuns:
Branqueamento por tensão
Marcas do pino
Defeitos de perfuração
Diretrizes de projeto:
Posicione os pinos próximos a áreas de alta resistência (nervuras, ressaltos)
Assegure uma distribuição equilibrada da força
Aumente a área de contato
Para peças de paredes finas, considere:
Placas extratoras em vez de pinos
Ejeção em todo o perímetro para força uniforme
3. Importância dos Ângulos de Saída no Projeto do Molde
O ângulo de saída é essencial para reduzir o atrito durante a ejeção da peça.
Sem um ângulo de saída adequado:
As peças aderem ao molde
A força de ejeção aumenta
Defeitos superficiais tornam-se mais prováveis
Ângulos de saída recomendados:
Superfícies lisas: ≥ 0,5°
Superfícies texturizadas: ≥ 1,5°–3°
Consideração fundamental: Um ângulo de saída maior facilita a remoção da peça e prolonga a vida útil do molde.
4. Sincronização da ejeção e equilíbrio do resfriamento
A sincronização correta da ejeção é crucial na moldagem por injeção.
Ejeção muito precoce:
A peça ainda está macia
Leva à deformação e marcas de pinos
Ejeção muito tardia:
A peça se contrai firmemente contra o molde
Requer força excessiva
Aumenta o risco de danos
Estratégia de otimização:
Manter um projeto adequado do sistema de resfriamento
Controlar a temperatura do molde
Sincronizar a ejeção com as propriedades do material
5. Soluções avançadas: Revestimentos de baixo atrito
Os moldes modernos utilizam cada vez mais revestimentos de DLC (Carbono tipo diamante) nos pinos extratores.
Benefícios:
Redução do atrito
Melhor resistência ao desgaste
Melhor estabilidade térmica
Desmoldagem mais limpa (sem necessidade de spray desmoldante)
Isso ajuda a:
Reduzir o tempo de ciclo
Melhorar a consistência
Reduzir a manutenção
Por que a ejeção do molde é importante para a eficiência da produção?
Um sistema de ejeção mal projetado pode:
Aumentar a taxa de refugo
Exigir a remoção manual das peças
Reduzir a velocidade de produção
Danos às ferramentas
Um sistema bem otimizado garante:
Produção totalmente automática
Qualidade consistente das peças
Redução do tempo de inatividade
Menor custo a longo prazo
Conclusão: Projete pensando primeiro na ejeção
Em projetos de moldes de injeção de plástico de alta qualidade, a ejeção nunca deve ser uma reflexão tardia.
Do layout do pino extrator à otimização do ângulo de saída e à desmoldagem assistida por ar, cada detalhe desempenha um papel importante para alcançar:
Desmoldagem suave das peças
Alta eficiência de produção
Desempenho confiável do molde
Procurando um projeto de molde de injeção confiável?
Na Xinkey Mould, somos especialistas em:
Moldes de injeção de alto desempenho
Sistemas de ejeção otimizados
Soluções de ferramental com excelente custo-benefício
Projetamos cada molde com foco na eficiência da desmoldagem, garantindo que sua produção ocorra sem problemas, desde a primeira injeção até a fabricação em larga escala.
LEIA MAIS
Dentro da imprensa: Um Mundo Real Olhe para o Ciclo de Moldar da Injeção
Introdução
Na fabricação moderna, a moldura de injeção é o golpe pesado para peças plásticas de alta precisão e de alto volume. Mas para a maioria dos designers, a mágica acontece atrás de portas de aço fechadas. - Entender o mecânico “ batimento cardíaco A imprensa é o primeiro passo em direção a um design que realmente funciona no chão da loja, não apenas numa simulação CAD.Aqui é como o ciclo realmente se quebra:
Passo 1: O Bloqueamento (Aplausos)
Antes de uma única bala de resin a se mover, a imprensa tem que segurar a ferramenta. Estamos falando de força massiva aqui – muitas vezes centenas de toneladas – para evitar que o lado A e o lado B se separassem durante o tiro.A Vista Pro: Don’ t subestima a superfície. Se você está moldando uma parte do tamanho de uma placa de jantar, essa pressão interna está lutando para forçar a molda aberta. Sem o suficiente toneladagem (força apertadora), você tem flash - aquela sangramento plástico confuso que arruina os bordos da sua parte.Passo 2: A injeção
Uma vez que a ferramenta estiver apertada, o parafuso avança. - Isto não é apenas um simples preenchimento; É um ataque de alta velocidade de resin a fundida através do nozzle e na geometria da ferramenta.O desafio escondido: Cada cavidade de moldura já está cheia de ar. Enquanto o plástico entra, esse ar precisa de uma estratégia de saída imediata. É por isso que nos obsessionamos com a ventilação. Se o ar fica preso e comprimido, aquece instantaneamente - causando “ dieseling” ou aquelas marcas de queimadura negra feias na sua parte acabada.Passo 3: A espera
O preenchimento está feito. Agora, o relógio começa. O refrigeração é geralmente o “ tempo morto no ciclo, mas representa cerca de 70% do tempo total do processo.Física no Trabalho: Somos não apenas deixá-lo sentar. Estamos tirando o calor agressivamente através de linhas de água internas.A Realidade do Design: É aqui que a espessura da parede uniforme se torna seu melhor amigo. Se uma parte de sua parte ficar quente enquanto outra congela, a parte literalmente se vai lutar enquanto se reduz. O resultado? - Marcas de mergulho ou aquela página de guerra terrível que envia partes para o lixo.Passo 4: Plasticização – Preparando a próxima foto
A máquina é um mestre multitarefa. Mesmo que a parte atual ainda se solidifique na moldura, o screw já está recuando para se preparar para o próximo.O que realmente está acontecendo: Está mastigando pelotas cruas do hopper, usando uma combinação brutal de bandas de aquecedor e uma fricção pura de corte mecânico para preparar o próximo “ tiro. ” Chamamos essa recuperação de parafusos, e obter a velocidade e a pressão de trás certa é o salso secreto para uma densidade consistente de derreter.Passo 5: Ejeção - O Momento da Verdade
Uma vez que a parte atinge sua temperatura alvo e ganha o suficiente estrutural “ osso vertebral,” O molde se abre.O lançamento: É aqui que os pins do ejector -- esses pequenos dedos mecânicos -- empurram a parte do núcleo. Se seus ângulos de projeto são e perceber, você ouvirá um “ crunch” ou ver marcas de arrasto que arruinam um perfeitamente bom fim. É o teste final do design da sua ferramenta.A formação de injeção é não apenas sobre pressionar um botão e ver partes cairem em um lixo. É um delicado equilíbrio de temperatura, pressão e tempo. Se você saltar o estágio do DFM (Design for Manufacturability), você está não apenas arriscar uma parte ruim, você está arriscar toda sua linha de tempo de produção.Passo 6: Post-Process – Part Recovery & A Estratégia de CorredorO ciclo interno da máquina acabou, mas o trabalho não é feito até que a parte esteja pronta para a prateleira. Que seja caido em uma lata de coleção ou capturado por um braço robótico, o estágio final é sobre separação e logística. - A Vista Pro: Num padrão “ corredor frio - configuração, sua parte vem ligada a um plástico “ escaffolding” (o corredor). Nós os cortamos, e em uma loja sustentável, esses corredores são imediatamente jogados em um granulador para ser transformado em regresso. Isto minimiza resíduos materiais e mantém seu custo parcial baixo. O Hack de Alto Volume: Se você estivesse executando milhões de unidades, nós provavelmente direcionaríamos você para um sistema Hot Runner. Enquanto corredores quentes exigem mais capital avançado, elas racionalizam o processo evitando o sistema corredor inteiramente. Você tem zero resíduos e um tempo de ciclo muito mais lento. Depois de uma velocidade de peso e contagem para a precisão, nós os colocamos em caixa e os fazemos se mover - em seu caminho para sua instalação sem nenhuma operação secundária desnecessária.Temos um design complexo que está dando dores de cabeça? Não esperem até que estejam no chão da loja para encontrar as falhas. Reaccione a nossa equipe para uma análise de DFM de mergulho profundo, e vamos fazer seu projeto funcionar tão suave como um sistema de corredor quente.
LEIA MAIS
Os segredos de engenharia de moldes automáticos de descarregamento de alta velocidade
Se você está fabricando partes com fios internos ou externos, como armazenamento de tubos, capas cosméticas ou válvulas industriais, você sabe que o “ sem treinar a fase é o maior obstáculo no ciclo de injeção. Em muitas lojas padrão, isso ainda é feito através de operações manuales de destripulação ou lentas e secundárias.Na Xinkey Mould, vemos o fio não apenas como uma característica, mas como um quebra-cabeça mecânico para ser automatizado. Aqui é por que a engenharia de um Sistema de Desfoque Automático é o melhor investimento para peças com fios de alto volume.The Gear-Driven Heart: Rack and Pinion vs. Hydraulic Motors
O núcleo de uma molda sem escuros é seu mecanismo de impulso. Não existe um tamanho-de-todos solução aqui.Rack and Pinion: Para movimentos de alta velocidade, sincronizados, frequentemente projetamos um sistema de rack-and-pinion conduzido pela mold a’ é ataque de abertura. É puramente mecânico e incrivelmente rápido.Motores hidráulicos ou elétricos: Quando o fio é muito longo ou requer múltiplas rotações, integramos motores de precisão.
O segredo Xinkey aprendeu há 25 anos? É a sincronização. Se o núcleo não funcionar, e retirar-se exatamente à mesma velocidade que o pico de fios, você tirará os fios plásticos antes da parte at é sair da moldura. Nossos designers usam simulação 3D para mapear isto “ viagem para rotação - relação ao micron.Resolvendo o “ Frição Uma sonha noiteOs núcleos de fios estão constantemente rotando contra a cavidade de molho. Isso cria fricção e calor enormes. As lojas padrões frequentemente enfrentam galling” Após apenas alguns milhares de tiros.Nós resolvemos isso escolhendo o direito “ músculo para o molde. Usamos aço hardened H13 ou S136 para os núcleos rotativos, muitas vezes tratados com revestimentos especializados de baixa fricção (como DLC). Além disso, projetamos canais internos de refrigeração dentro do núcleo rotante -- uma ferramenta de engenharia de alto nível que assegura os conjuntos plásticos rapidamente e os fios permanecem crispos, disparados após disparos.O ROI: Por que “ Cheap” Os moldes custam maisMuitas vezes vemos clientes vir até nós depois de comprar um molde manual e barato em outro lugar. Eles economizaram 5.000 dólares na ferramenta, mas estão gastando 2.000 dólares por mês em peças de trabalho e resíduos.Um molde automático de Xinkey pode ter um custo avançado mais elevado, mas elimina a intervenção manual. Ao se rasar 5 segundos de um ciclo e remover a necessidade de um operador humano, o molde geralmente paga por si mesmo nos primeiros meses de produção.O Avantagem Xinkey
Quando você nos envia um arquivo 3D para uma parte com fios, nossos 22 designers não não apenas olhar para a forma. Olhamos para o Pitch, a Redução de Material e o Tempo do Ciclo. Construímos ferramentas que permitem atingir o “ Começa. e deixar a máquina fazer o trabalho 24 horas por dia.
LEIA MAIS
Por que Bakelite Molding é o “ Black Art” do mundo de ferramentas
Se você entrar em uma loja de injeção padrão e pedir um molde de Bakelite (Fenolico), a maioria irá recusar. Por que? Porque Bakelite é um Thermoset Material, ele joga por um conjunto completamente diferente de regras do que ABS padrão ou PC.
Em Xinkey, estamos dominando isto “ Black Art” por mais de duas décadas, apoiando marcas como TeFaL com componentes resistentes ao calor que nunca derretem. Aqui está o que torna a moldagem de Bakelite tão difícil - e como nós a resolvemos.
Não é friar; É curar
O plástico padrão é sobre derreter, disparar e refrigerar. Bakelite é mais como cozinhar um bolo. Você tem que aquecer a molde para desencadear uma reação química.
Se a temperatura do molde desaparecer por apenas alguns graus, a parte será “ pouco cozido (fraco) ou “ sobrecarregado (queimado). Integramos cartuchos de aquecimento especializados de alta eficiência em nossos projetos 3D para garantir que o perfil térmico seja perfeitamente uniforme em toda a cavidade.
A Batalha contra o Exgás
Quando Bakelite cura, ele libera muito gás. Se o gás fica preso, você tem vazios ou marcas de queimadura na superfície. A maioria das lojas falha aqui porque usam ventilação padrão.
Em Xinkey, nossos designers engenheiros ventilação agressiva canais. Estas são lacunas microscópicas (às vezes apenas 0,01mm) amplas o suficiente para o gás escapar mas estreitas o suficiente para prevenir “ flash” (plástico vazado). É uma margem fina de erro que requer 25 anos de experiência para se corregir.
The “ Papel de areia Efeito
A bakelite é abrasiva. Come através de aço macio como papel de areia. É por isso que nunca usamos aço P20 ou barato para esses projetos. Usamos exclusivamente aço hardened H13 ou S136, muitas vezes com revestimentos especializados, para assegurar que a molde pode lidar com 500.000 tiros sem as bordas arredondar.
Don’ confiar em seus projetos de alto calor em uma loja que “ pensa que conseguem fazer isso.” Confia em uma equipe que viveu e respira engenharia termosética por 25 anos.
LEIA MAIS
2K Molding vs. Overmolding The Engineering Truth About Multi-Material Design
Nos nossos 25 anos em Xinkey Mould, vimos inúmeros gerentes de projetos ficarem presos na mesma questão:[UNK]“ Eu quero uma mancha de toque suave com um núcleo rígido. - Eu vou com injeção de 2K ou Overmolding? ”A resposta é: não apenas sobre preço; é sobre seu volume de produção, requisitos de precisão, e o “ sentir você quer para seu cliente final. Vamos quebrar a realidade dos dois processos.O Avantagem de Platão Rotar (2K Moldar)
Formação de injeção 2K (ou duas fotos) é o que chamamos de “ precisão em movimento. ” É necessária uma máquina especializada de biinjeção com dois barris separados e uma placa rotativa.A mágica acontece em um ciclo. O primeiro material é injetado, o molde gira 180 graus, e o segundo material é disparado diretamente para a primeira parte ainda quente.Por que é melhor para alto volume:Porque é completamente automatizado. Não há trabalho manual envolvido na transferência de peças.The “ Flash Factor: Em 2K, o selo entre os dois materiais é controlado pela rotação da máquina e pelo alinhamento da molda sub-micron. Você tem uma linha limpa e crisp a entre cores que simplesmente é não possível com sobremodificação manual.A Ponte Manual (Overmolding)
A sobremodificação é um processo em dois estágios. Você molda o “ substrato (a parte difícil) primeiro, deixe-a friar, e depois coloque-a em um segundo molde para receber o macio “ pele. ”Quando escolher:Se você está executando 5.000 unidades em vez de 500.000, Overmolding é seu amigo. O custo das ferramentas é significativamente menor porque você não tem t precisam do mecanismo de rotação complexo ou de uma imprensa cara de 2K.O risco de ligação: É aqui que a maioria das lojas falha. Porque a primeira parte é fria quando o segundo material o atinge, você depende fortemente de “ interconexões mecânicas (costelas físicas ou buracos) para evitar que os materiais se separassem. Em Xinkey, nossos designers analisam a compatibilidade química de suas resinas para garantir que não t apenas “ toque,” mas na verdade ligar.O Verdito Xinkey
Se você está construindo uma parte automóvel de nível 1 ou um aparelho de alta tecnologia onde o “ clicar and “ sentir Se você está testando o mercado ou construindo um manejo de ferramentas industriais rígidas onde o custo é o principal motorista, o Overmolding é provavelmente o caminho mais inteligente.
LEIA MAIS




