脱模的艺术:为什么脱模不仅仅是一推
有趣的是,我们对注塑阶段的每一毫秒都斤斤计较,而脱模——整个循环中最关键的环节——却常常被忽略。注入塑料是一回事,如何完整地取出成品才是真正考验工程技术的地方。
脱模是最后的难关。你花费了整个循环的时间进行填充、保压和冷却,最终得到了一个完美的零件,但如果你的脱模策略存在缺陷,最终会导致零件出现应力痕迹、变形,甚至粘在型芯上。
以下是为什么顺畅的脱模是优秀模具设计的标志:
1. 对抗摩擦和真空
模具打开的瞬间,塑料零件就像老虎钳一样紧紧抓住型芯。随着材料冷却,它会收缩并紧贴钢型芯——产生巨大的摩擦力。
但还有一个看不见的敌人:真空。
在深拉成型零件或桶状几何形状的零件中,零件会与型芯形成密封。如果仅依靠顶针,真空会抵消顶针的力,导致零件弯曲或坍塌。
这就是为什么智能模具不依赖蛮力。
相反,会采用以下解决方案:
气动阀
定时气流喷射
在顶针啮合之前打破真空密封。
2. 平衡至关重要:避免“穿透”
不良顶出设计中最常见的缺陷之一是应力白化——顶针用力过猛造成的可见白色痕迹。
顶出必须保持平衡。
如果顶针没有策略性地放置在高摩擦区域(例如加强筋或凸台)周围,零件可能会:
倾斜
卡住
不均匀失效
发生这种情况时,顶针无法将零件顶出,而是会穿透零件。
一个设计精良的系统:
最大化接触面积
均匀分配力
采用脱模板等解决方案,适用于薄壁零件
这确保了可控且均匀的脱模。
3. 无声的英雄:拔模斜度
即使您投资了世界上最先进的顶出系统,但如果没有合适的拔模斜度,您也注定会失败。
拔模斜度是指垂直壁上的轻微锥度。即使是 0.5° 的拔模斜度,也会造成以下结果的差异:
干净利落的脱模
零件卡住需要手动取出
在纹理表面上呢?拔模斜度就显得尤为重要。塑料会有效地“锁定”在模具纹理中。
经验法则:拔模斜度越大越好。
4. 时机和热平衡
顶出不仅仅是如何用力,更重要的是何时用力。
过早:零件仍处于软态 → 顶针会留下压痕或导致变形
过晚:零件与型芯夹持过紧 → 过大的力会导致损坏
错过这个时机,就无法顺利脱模——反而会造成模具失效。
现代模具技术已经超越了传统的脱模喷剂。
如今,许多高性能模具采用:
DLC(类金刚石碳)涂层顶针
这些涂层:
降低摩擦
改善热控制
延长模具寿命
缩短生产周期
最重要的是,它们能够确保零件干净利落地脱模——无污染、无残留。
结论
优秀的模具不仅能生产出完美的零件,还能持续、自动、可靠地生产出完美的零件。
如果操作员需要守在机器旁帮助零件脱模,那么脱模系统就已经失效了。
设计脱模方案
在[贵公司名称],我们绝不会将脱模视为无关紧要的环节。
从:
脱模板系统
多级顶出
先进涂料
我们设计每一个细节,以确保每个零件从模具中出来时都像成型时一样完美。
因为在注塑成型中,最后一步与第一步一样重要。
如果你愿意,我可以帮你再优化一版更偏重的营销类型(更适合获客)或者SEO关键词版本(适合Google排名)�
SEO关键词版本
好,这个版本我帮你解决了更偏SEO优化+仍然专业好读的博客版本(适合官网+Google收录+LinkedIn引流)�
注塑成型中的模具顶出:零件顺利脱模的设计原则
在注塑成型中,大多数工程师主要关注填充、保压和冷却。然而,最关键的阶段之一经常被忽视:模具顶出。
精心设计的模具不仅能制造出完美的零件,还能确保零件顺利、一致、自动地脱模。
不良的顶出设计会导致:
应力泛白
零件变形
粘型
周期时间延长
需要人工干预
本文将详细阐述确保高质量、可重复生产的关键模具顶出设计原则。
注塑成型中的模具顶出是什么?
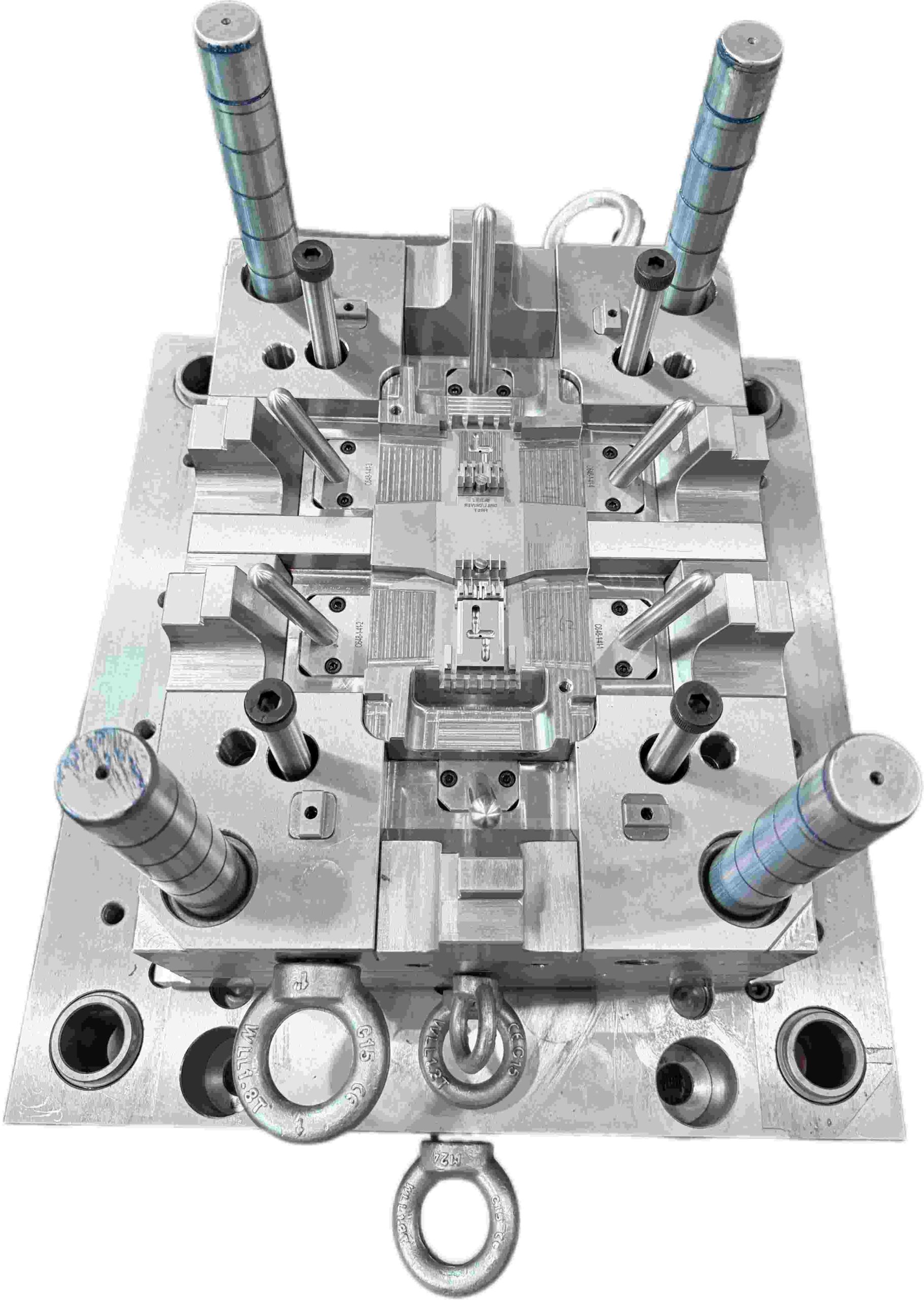
模具顶出是注塑成型周期的最后阶段,在此阶段,冷却后的塑料零件通过机械系统(例如:
顶针
脱模板
气动顶出系统)从模具中取出。
此步骤直接影响:
零件质量
周期效率
模具寿命
1. 模具顶出中的摩擦和真空
在冷却过程中,塑料收缩并紧紧吸附在模芯上,产生较大的摩擦力。
在较深或封闭的几何形状中,还会出现另一个问题:真空形成。
真空状态可能导致:
无法正常脱模
导致零件塌陷
增加顶杆顶出力
最佳实践:打破真空
改善脱模效果:
使用气动阀
施加定时气流
设计排气通道这些方法可以降低机械顶出前的阻力。
2. 顶针设计与布置
顶针布局不当是注塑件缺陷的主要原因之一。
常见问题:
应力泛白
顶针痕迹
冲穿缺陷
设计指南:
将顶针放置在阻力较大的区域(加强筋、凸台)附近
确保受力分布均衡
增加接触面积
对于薄壁零件,可考虑:
使用脱模板代替顶针
采用全周顶出以获得均匀的受力
3. 模具设计中拔模斜度的重要性
拔模斜度对于降低零件顶出过程中的摩擦力至关重要。
拔模斜度不足:
零件粘在型芯上
顶出力增大
表面缺陷更容易出现
推荐拔模斜度:
光滑表面:≥ 0.5°
纹理表面:≥ 1.5°–3°
关键要点:更大的拔模斜度意味着更容易脱模,模具寿命更长。
4. 顶出时机和冷却平衡
正确的顶出时机在注塑成型中至关重要。
顶出过早:
零件仍然很软
导致变形和顶针痕迹
顶出过晚:
零件紧紧地收缩在型芯上
需要过大的顶出力
增加损坏风险
优化策略:
保持合理的冷却系统设计
控制模具温度
使顶出与材料特性同步
5. 先进解决方案:低摩擦涂层
现代模具越来越多地在顶针上使用类金刚石碳 (DLC) 涂层。
优势:
降低摩擦
提高耐磨性
增强热稳定性
更顺畅的脱模(无需脱模剂)
这有助于:
缩短生产周期
提高产品一致性
减少维护
模具顶出对生产效率的重要性
设计不佳的顶出系统会导致:
增加废品率
需要人工取出零件
降低生产速度
损坏模具
优化良好的顶出系统可确保:
全自动生产
稳定的零件质量
减少停机时间
降低长期成本
结论:顶出优先
在高质量的注塑模具设计中,顶出绝不应被忽视。
从顶针布局到拔模斜度优化和气动脱模,每个细节都对实现以下目标至关重要:
顺畅的零件脱模
高生产效率
可靠的模具性能
正在寻找可靠的注塑模具设计方案?
在鑫科模具,我们专注于:
高性能注塑模具
优化的顶出系统
高性价比的模具解决方案
我们设计的每一款模具都以高效的零件脱模为核心,确保您的生产从首模到批量生产都能顺利进行。
阅读更多