
产品开发团队为何经常遇到模具问题——以及如何避免代价高昂的延误
29th 5 月 2026
 作者
作者
在现代制造业中,注塑成型是大批量、精密塑料零件的重磅炸弹。但对于大多数设计师来说,魔法发生在紧闭的钢门后面。了解机械“;心跳”;印刷机的设计是迈向在车间实际工作的设计的第一步,而不仅仅是在CAD模拟中。
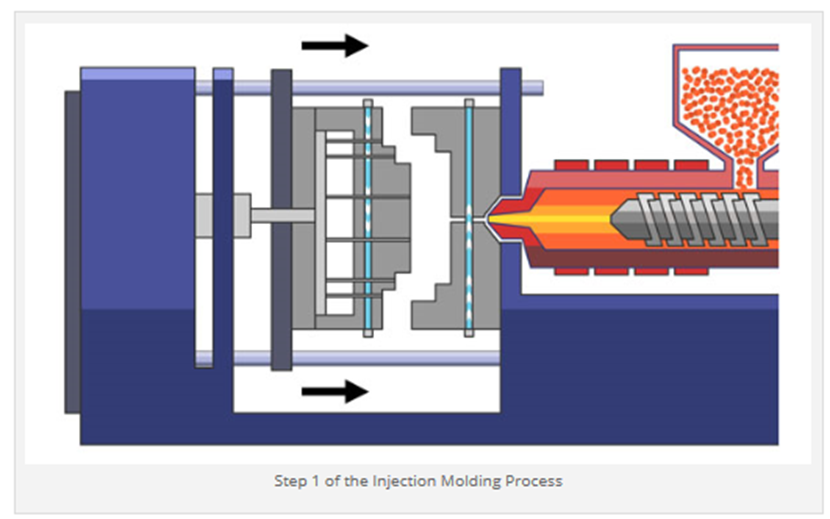
在单个树脂颗粒移动之前,压机必须固定工具。我们在这里谈论的是巨大的力量——通常是数百吨——以防止A面和B面在射击过程中炸开。
专业观点:Don;不要低估表面积。如果你正在模制一个餐盘大小的零件,那么内部压力就会迫使模具打开。没有足够的“;吨位”;(夹紧力),你会得到闪光——那种会破坏零件边缘的凌乱的塑料渗出物。
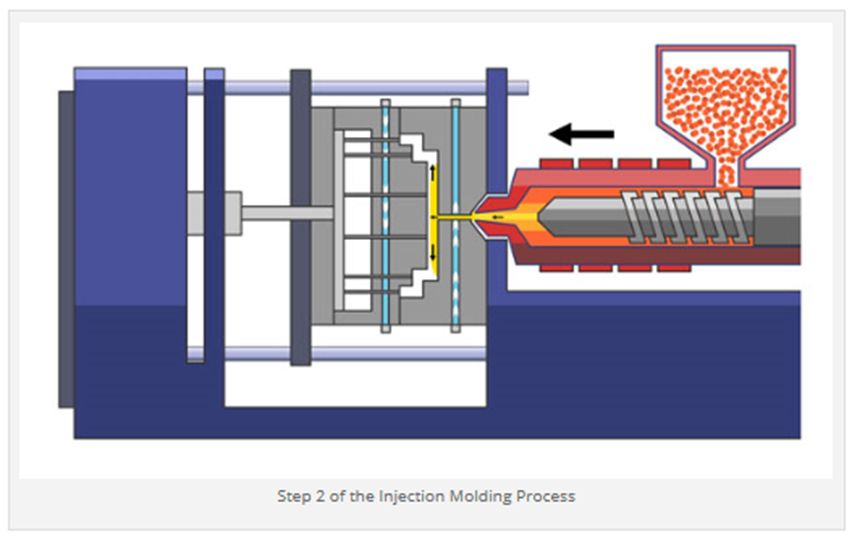
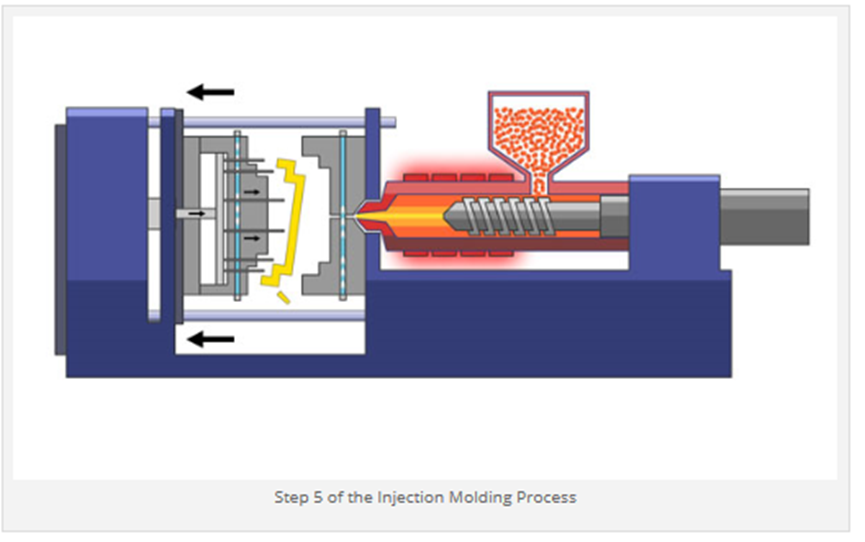
一旦工具被夹紧,螺钉就会向前移动。这不仅仅是一个简单的填充;这是熔融树脂通过喷嘴高速撞击到工具的几何形状中。
隐藏的挑战:每个模具腔都已经充满了空气。随着塑料的涌入,空气需要立即退出策略。这就是为什么我们痴迷于发泄。如果空气被捕获并压缩,它会立即变热,导致;饮食”;或者你成品上那些丑陋的黑色烧伤痕迹。
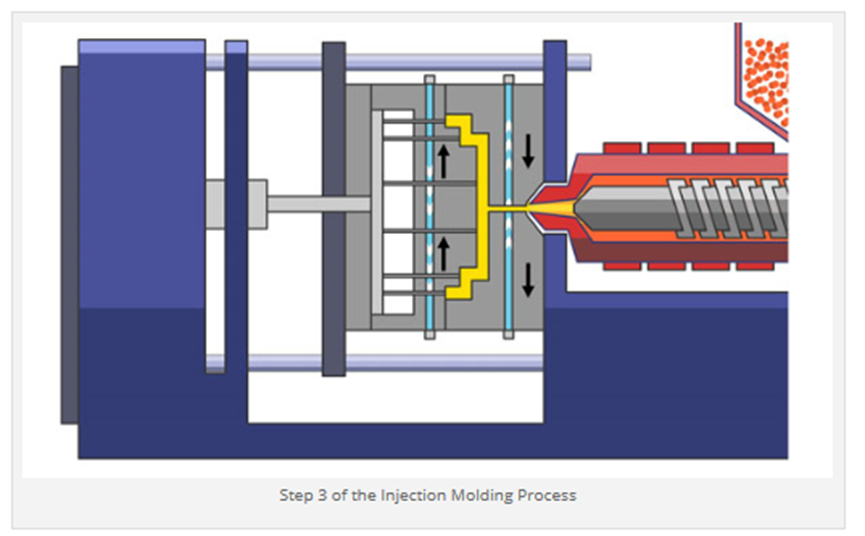
填充完成。现在,时钟开始了。冷却通常是“;死区时间”;在循环中,它大约占总处理时间的70%。
工作中的物理:我们不是;不要只是让它静置。我们正积极通过内部水管线排出热量。
设计现实:这就是均匀壁厚成为你最好朋友的地方。如果你的一部分保持高温,而另一部分冻结,那么当它收缩时,这个部分就会自我斗争。结果如何?将零件送入废料箱的凹痕或可怕的翘曲。
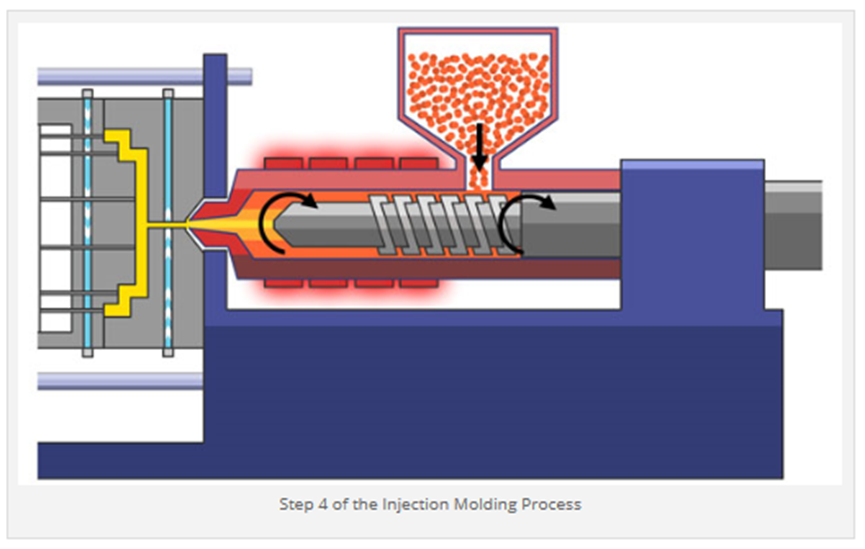
这台机器是一台精通多任务处理的机器。即使当前零件仍在模具中固化,螺钉也已经回缩,为下一步做准备。
实际情况是:它正在咀嚼料斗中的生颗粒,使用加热带和纯机械剪切摩擦的残酷组合来准备下一个;射击。”我们称之为螺杆回收,正确控制速度和背压是保持熔体密度一致的秘诀。
一旦零件达到其目标温度并获得足够的结构温度;主干,”;模具裂开了。
释放:这是顶杆——那些微小的机械指——将零件从芯上推下来的地方。如果你的拔模斜度不是;如果你没注意到,你会听到一声“;紧缩”;或者看到破坏完美完成的拖痕。这是对工具设计的终极考验。
注塑成型不是;这不仅仅是按下按钮,看着零件掉进箱子里。这是温度、压力和时间的微妙平衡。如果你跳过DFM(可制造性设计)阶段,你就不是;不仅仅是冒着坏零件的风险,你还在冒着整个生产时间表的风险。
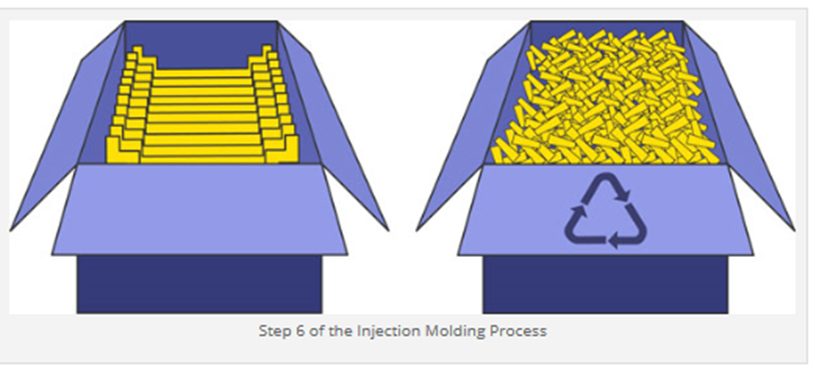
机器的内部循环已经结束,但在零件准备就绪之前,工作还没有完成。无论是扔进垃圾箱还是被机械臂抢走,最后阶段都是关于分离和物流的。专业视角:在标准“;冷流道”;设置后,您的零件会附着在塑料上“;脚手架”;(跑步者)。我们剪掉这些,在一个可持续的商店里,这些跑步者会立即被扔进造粒机中进行再研磨。这最大限度地减少了材料浪费,降低了零件成本。高容量黑客:如果你运行了数百万台,我们可能会引导你使用Hot Runner系统。虽然热门跑者需要更多的前期资金,但他们通过完全绕过跑者系统来简化流程。您可以获得零废品和更短的循环时间。在快速称重和计数以确保准确性后,我们将它们装箱并让它们移动——在前往您的设施的路上,而不需要任何不必要的二次操作。
有一个复杂的设计让你头疼吗? 不要等到你到了车间才发现缺陷。联系我们的团队进行深入的DFM分析,让我们让您的项目像热流道系统一样平稳运行。
相关文章











联系我们