
The Parting Line: Where Your Mold Design Meets Reality
Ever run your thumb along a new plastic part and felt that sharp, ugly ridge digging into your skin? That’s the parting line.
It’s supposed to be a seamless transition—but more often than not, it becomes the scar of a rushed design.
On a 2D CAD screen, the parting line looks like a simple intersection. But on the shop floor, it’s a high-stakes battlefield—where the core and cavity meet. If these two halves don’t “kiss” perfectly, your part is compromised before it even leaves the press.
Why the Parting Line Matters
A poorly designed parting line isn’t just an eyesore—it’s a profit killer:
❌ Manual de-flashing costs
❌ Higher scrap rates
❌ Repeated DFM revisions
❌ Tool wear and maintenance
1. Stop Calling It a “Line” — It’s a Strategic Split
Think of the parting line as the mechanical equator of your part.
It determines whether your part can be released from the mold—or gets trapped inside it.
Common Pitfalls
🔴 The “Trapped” Nightmare (Undercuts)Misplace the parting line by even 1 mm, and you create an undercut.Now your simple mold suddenly requires:
Slides
Lifters
Complex mechanisms
➡️ Result: Tooling cost can double instantly
🔴 The “Kiss-Off” Surface ProblemThe parting line isn’t just a boundary—it’s a high-pressure seal.
Complex geometries like:
Zig-zags
Sharp transitions
Steep curves
…lead to faster wear and sealing failure.
✅ Golden Rule
Keep it flat. Keep it simple.
Flat parting lines = easier machining
Better sealing performance
Longer tool life
2. The Messy Reality of Flash (And Why It’s Bleeding Your Profits)
If your parts have a thin, unwanted fringe around the edges—you’re dealing with flash.
In the shop, we call it “bleeding.”
Why Flash Happens
During injection, molten plastic is under extreme pressure and will escape through any gap.
🔧 Root Causes:
• Steel Fatigue
Shut-off surfaces wear down over time
Edges round off after high cycle counts
• Poor Alignment
Core and cavity not perfectly matched
Even microscopic gaps cause flash
• The “Tonnage Trap”Increasing clamp force won’t fix bad design.
More tonnage = more damage (vent crushing, plate deformation)
⚠️ Reality Check (New Molds)
If you see flash during the first T1 trial:
👉 It’s NOT a machine issue👉 It’s a tooling problem
Fix the shut-off alignment, not the press settings.
3. How to Hide the Parting Line (Designer’s Secret)
The best parting line is the one no one notices.
High-end brands like Apple or Dyson obsess over this detail—and you should too.
Pro Techniques
✔ Follow the EdgePlace the parting line along sharp edges or corners.
✔ Use the “Step” MethodHide it inside:
Grooves
Decorative lines
Design breaks
✔ Texture Contrast
One side matte
One side glossy
➡️ Turns a flaw into a design feature
4. Why Draft Angle Is Your Best Friend
You can’t design a proper parting line without draft angle.
Every wall must taper away from the mold.
Without Draft
Parts scrape during ejection
Surface damage (drag marks)
Galling (white scratches)
✅ Recommended Draft Angles
Smooth surfaces: ≥ 0.5°
Textured surfaces: ≥ 3°
More draft = easier ejection + better surface finish
5. The Bottom Line: Consult Early
One of the biggest mistakes designers make:
Finishing the design… then “throwing it over the wall” to the mold maker.
✅ Best Practice
Engage your mold maker early and ask:
Where will the parting line be?
Will the shut-off surfaces wear quickly?
Can we move the line to a hidden area?
Final Takeaway
A few hours of DFM discussion today can save:
Weeks of rework
Thousands in scrap
Endless frustration on the shop floor
In Short
The parting line isn’t just a line—it’s where design meets manufacturing reality.
READ MORE

Why Your Mold Core & Cavity Design is Probably Making Your Molder Grumpy
Why Your Mold Core & Cavity Design is Probably Making Your Molder Grumpy
It’s Not Just “Tooling” — It’s Controlled Violence
Let’s be real. In the injection molding world, we love to simplify things by calling it “the mold.”
But step onto any busy shop floor—stand next to a humming 300-ton press—and you’ll quickly realize something:
This isn’t just tooling.It’s a high-precision, high-force collision between two massive blocks of steel.
And when the Core and Cavity fall out of sync—even slightly—you’ll pay for it immediately:
Flashing
Parts sticking in the wrong side
Scrap piling up
Cycle time going nowhere
Let’s drop the textbook explanation and talk about how this actually works in the real world.
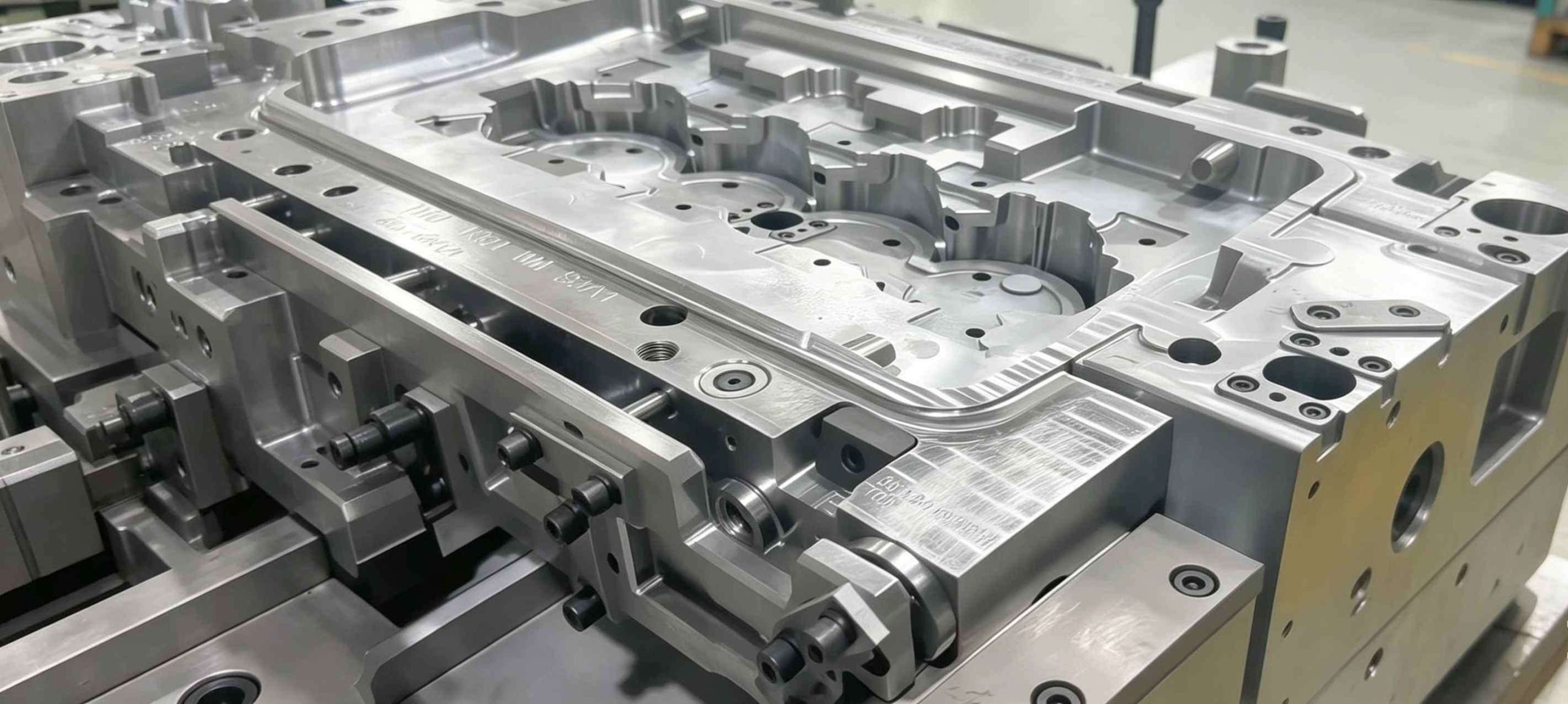
A-Side vs B-Side: The Reality Behind the Names
The Cavity (A-Side) — The “Showroom”
The cavity is the part everyone sees—and judges.
Stationary side of the mold
Typically connected to the hot runner system
Responsible for surface finish and appearance
If your product needs:
Mirror polish
Texture (VDI, MT, etc.)
Cosmetic perfection
👉 It all happens here.
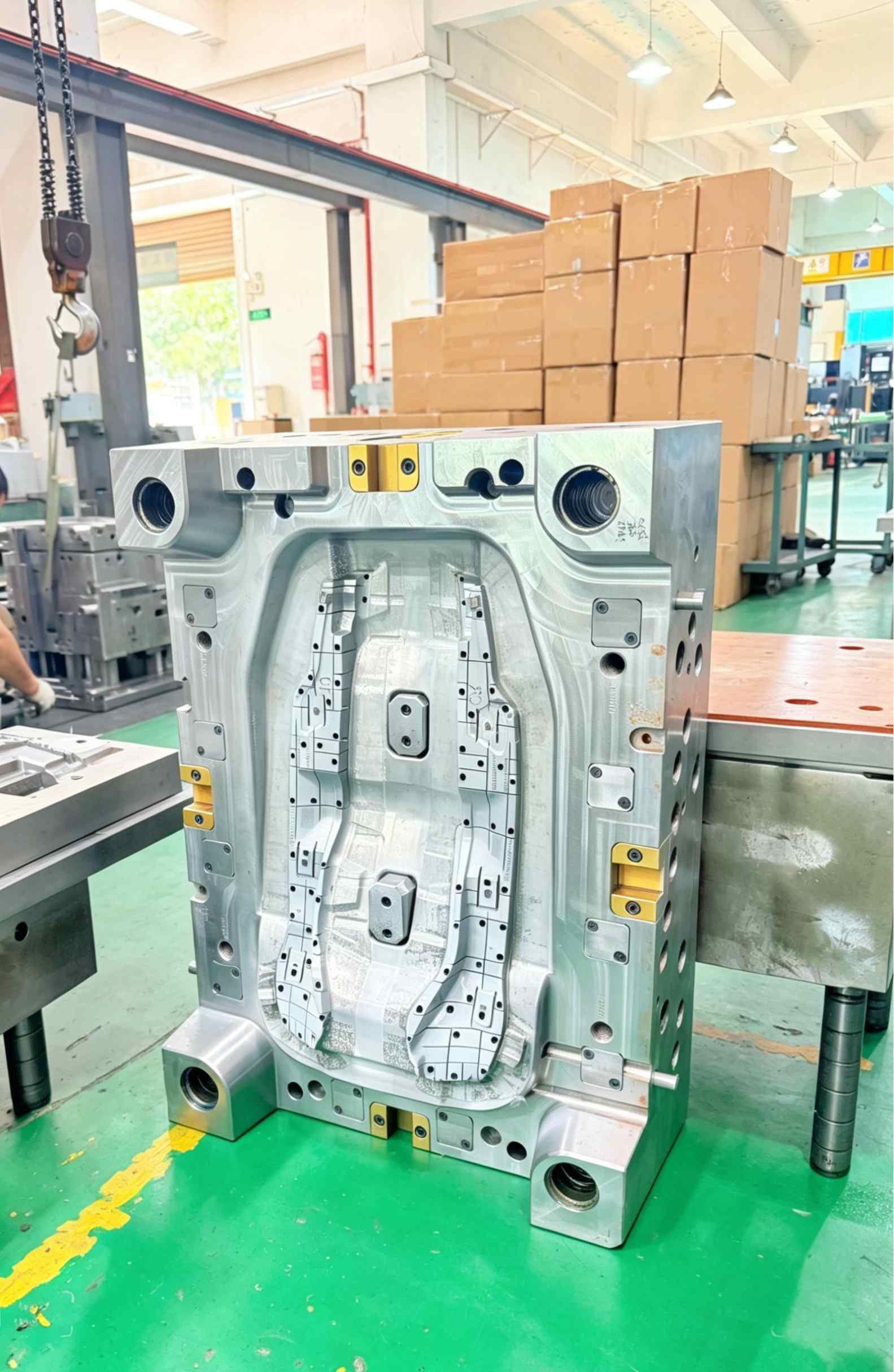
The Core (B-Side) — The Workhorse
Now let’s talk about the side that actually does the heavy lifting.
Moving side of the mold
Houses ejector pins
Forms internal features:
Ribs
Bosses / standoffs
Clips and functional geometry
This is where things get mechanical—and unforgiving.
The Real Problem: Plastic Shrinkage = Core Death Grip
Here’s what keeps molders up at night.
The moment molten plastic hits steel, it starts to shrink.But it doesn’t shrink evenly—it grips the core.
Think of it like this:
The plastic is trying to “lock itself” onto every rib, pin, and detail on the B-side.
If your design doesn’t account for that:
Parts won’t eject
Parts stick randomly
Operators step in manually
Cycle time collapses
And yes—sometimes the part stays in the Cavity instead of the Core, which is even worse.
Common Shop Floor Headaches (And How to Fix Them)
1. Draft — The Most Ignored Lifesaver
No draft = no release. Simple as that.
0° draft → scuff marks, drag, sticking
≥ 1° draft → smoother release
👉 Draft isn’t optional. It’s survival.
2. The Vacuum Effect
Sometimes your cavity is too perfect.
A super smooth surface can create a vacuum seal that holds the part in place.
Solutions:
Add micro venting
Use air poppets
Break the seal intentionally
3. Texture Strategy (Not Just Aesthetics)
Smart mold design uses texture as a tool—not decoration.
Cavity → smoother (for appearance)
Core → slightly rougher
Why?
👉 You want the part to stick to the B-sideSo the ejector system can actually do its job.
Cooling: The Silent Profit Killer
Most people think cooling = drilling holes.
That’s wrong.
The Reality:
The Core is almost always the hottest zone:
Surrounded by molten plastic
Poor airflow
Heat gets trapped easily
If cooling is poorly designed:
Parts warp
Dimensions drift
Post-ejection deformation happens
Looks fine out of the mold… turns into a potato chip 10 minutes later.
Better Solutions:
Bubblers
Beryllium copper inserts
Conformal cooling (if budget allows)
Steel Selection: Where Cheap Becomes Expensive
We get it—materials like S136 or NAK80 aren’t cheap.
But cutting cost here is a long-term mistake.
Cavity (A-Side):
Needs hardness
Maintains surface finish
Recommended: S136 / NAK80
Core (B-Side):
Needs toughness
Handles mechanical stress + ejection cycles
Can tolerate slightly softer but durable steels
👉 Using P20 for a high-volume, high-finish cavity?That’s not saving money—that’s delaying failure.
The Takeaway
Core and Cavity aren’t just components.
They are a balance of physics, heat, friction, and timing.
If you’re currently in the DFM stage, don’t just review the 3D model. Ask yourself:
Where will the plastic shrink—and grip?
Where will heat accumulate?
How will this part actually release from steel?
Because in real production:Good design = stable productionBad design = daily firefighting
Need a Second Pair of Eyes?
We’ve spent years on the shop floor solving exactly these problems—hands-on, not theoretical.
If you want your tool to run clean from shot #1:
👉 Reach out to us. Let’s make sure your mold works in reality, not just on screen.
READ MORE
Beyond the Part: Why the “Mold Runner” is the Secret to Your Profit Margin
It’s easy to get tunnel vision on the final product—obsessing over tolerances, surface finish, and resin types. But on the shop floor, the real deal-breaker lies in that “no-man’s land” between the nozzle and the cavity.
If your runner system isn’t properly engineered, a promising project can quickly shift from a profit-maker to a costly headache.
We’re talking about the mold runner system.
Think of the runner as the circulatory system of your mold. When the flow is restricted or inefficient, the entire process suffers. In this guide, we break down how runner systems work—and why choosing between cold and hot runners is more than just a budget decision.
1. The Cold Runner: The Reliable Workhorse
Cold runner systems are the traditional and widely used option in injection molding. After the plastic is injected, the material in the runner cools and solidifies along with the part. When the mold opens, the runner is ejected as scrap (commonly referred to as regrind).
Advantages
Lower tooling cost
Simple design and easy maintenance
Ideal for frequent material or color changes
Suitable for abrasive or filled materials
Limitations
Material waste in every cycle
Regrind may reduce mechanical properties
Longer cycle times due to runner cooling
Increased cost over time for high-volume production
While regrinding is possible, it often comes at the expense of part performance and process consistency.
2. The Hot Runner: The High-Speed Specialist
A hot runner system keeps the plastic in a molten state inside a heated manifold. Unlike cold runners, the material does not solidify and is not ejected with the part.
Advantages
Zero material waste (no runners, no scrap)
Faster cycle times
Improved efficiency in high-volume production
Better part consistency
Considerations
Higher upfront tooling investment
Requires precise temperature control
More complex maintenance
Downtime risk if components (heaters, thermocouples) fail
For large-scale production—especially in the millions of parts—a hot runner system often pays for itself through material savings and cycle time reduction.
3. Engineering a Better Flow: Key Design Principles
Regardless of the system you choose, runner design plays a critical role in performance. Here are three essential principles from real-world production experience:
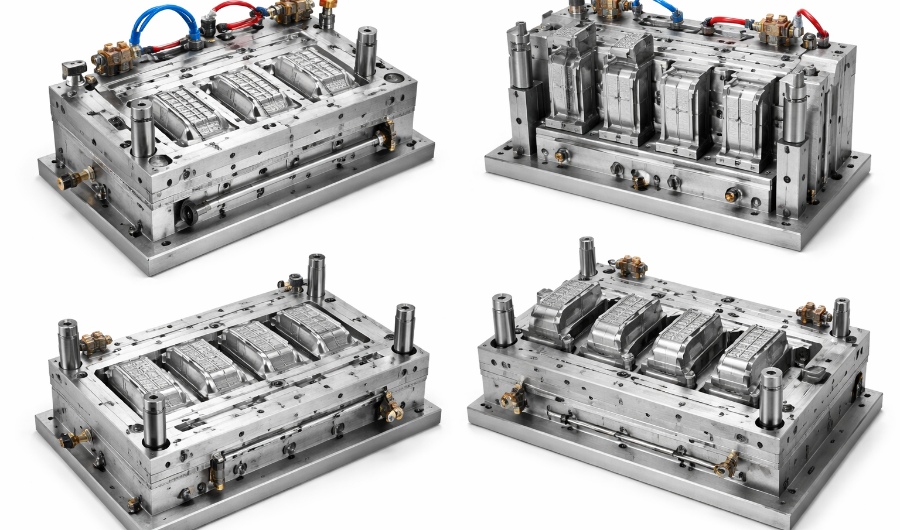
Balance is Everything
In multi-cavity molds, the runner must be balanced so that molten plastic reaches each cavity simultaneously. Even small variations in length or diameter can cause:
Short shots in some cavities
Flash in others
A well-balanced runner ensures uniform filling and consistent part quality.
The Rounder, The Better
A full-round runner cross-section is the industry gold standard.
Why?
Lower surface-to-volume ratio
Reduced heat loss
Less flow resistance
While half-round runners may reduce machining cost, they often lead to higher pressure loss and reduced efficiency.
Don’t Forget the Cold Slug Well
For cold runner systems, always include a cold slug well at the end of the sprue.
Its purpose:
Capture the initial “cold” plastic from the nozzle
Prevent defects and weak points in the final part
This small design detail can significantly improve part integrity.
4. Which One Should You Choose?
Choosing between cold and hot runners depends on your production goals. Consider these three key factors:
Production Volume
Under 50,000 parts → Cold runner is typically more cost-effective
Over 200,000 parts → Hot runner becomes a strong investment
Material Cost
Low-cost materials → Cold runner is acceptable
High-performance or expensive resins → Hot runner minimizes waste and saves cost
Cycle Time Sensitivity
If machine time is critical and billed per second,a hot runner system can significantly reduce overall production cost through faster cycles.
The Bottom Line
A mold runner is not just a pathway for molten plastic—it is a critical factor in both part quality and profitability.
Cold runners offer simplicity and lower upfront costs
Hot runners deliver efficiency, speed, and long-term savings
The right choice depends on your specific production needs—but in every case, thoughtful runner design is essential.
Before starting your next tooling project, take a closer look at the runner system.
It may be the most important hidden factor shaping your manufacturing success.
READ MORE
The Art of the Exit: Why Mold Ejection is More Than Just a Push
It’s funny how we obsess over every millisecond of the injection phase, yet the exit—the most stressful part of the entire cycle—is often an afterthought. Getting plastic in is one thing; getting it out in one piece is where the real engineering happens.
Mold ejection is the final hurdle.You’ve spent the cycle filling, packing, and cooling a perfect part, but if your exit strategy is flawed, you’ll end up with stress marks, distortion, or parts stuck to the core.
Here’s why a smooth ejection is the hallmark of a well-engineered tool:
1. The Battle Against Friction and Vacuum
The moment the mold opens, the plastic part is gripping the core like a vice. As the material cools, it shrinks onto the steel—creating significant friction.
But there’s a second, invisible enemy: vacuum.
In deep-draw parts or bucket-style geometries, the part forms a seal against the core. If you rely on ejector pins alone, the vacuum will pull back against the force, causing the part to buckle or collapse.
That’s why smart tooling doesn’t rely on brute force.
Instead, solutions like:
Air poppets
Timed air blasts
are used to break the vacuum seal before the ejector pins even engage.
2. Balance is Everything: Avoiding the “Punch-Through”
One of the most common defects in poor ejection design is stress whitening—those visible white marks where ejector pins push too hard.
Ejection must be balanced.
If pins aren’t strategically placed around high-friction areas (like ribs or bosses), the part can:
Tilt
Bind
Fail unevenly
When that happens, pins don’t eject the part—they punch through it.
A well-designed system:
Maximizes contact area
Distributes force evenly
Uses solutions like stripper plates for thin-wall parts
This ensures controlled, uniform release.
3. The Silent Hero: Draft Angles
You can invest in the most advanced ejection system in the world—but without proper draft angles, you’re fighting a losing battle.
Draft is the slight taper on vertical walls. Even 0.5° can make the difference between:
A clean release
A stuck part requiring manual removal
And on textured surfaces? Draft becomes even more critical. The plastic effectively “locks” into the mold texture.
Rule of thumb: the more draft, the better.
4. Timing and Thermal Balance
Ejection is not just about how you push—but when.
Too early:The part is still soft → pins leave indentations or cause deformation
Too late:The part grips the core too tightly → excessive force leads to damage
Miss that window, and you’re no longer ejecting—you’re forcing failure.
Modern tooling has evolved beyond traditional mold release sprays.
Instead, many high-performance molds now use:
DLC (Diamond-Like Carbon) coated pins
These coatings:
Reduce friction
Improve heat control
Extend tool life
Enable faster cycle times
Most importantly, they allow parts to release cleanly—without contamination or residue.
The Bottom Line
A great mold doesn’t just produce a perfect part—it produces that part consistently, automatically, and reliably.
If an operator has to stand by the machine to help parts fall out, the ejection system has already failed.
Design for the Exit
At [Your Company Name], we don’t treat ejection as an afterthought.
From:
Stripper plate systems
Multi-stage ejection
Advanced coatings
We engineer every detail to ensure that each part exits the mold as perfectly as it was formed.
Because in injection molding, the final step is just as critical as the first.
如果你要,我可以帮你再优化一版更偏营销型(更适合获客)或者SEO关键词版本(适合Google排名) 👍
SEO关键词版本
好,这一版我帮你做成更偏SEO优化 + 仍然专业好读的博客版本(适合官网 + Google收录 + LinkedIn引流)👇
Mold Ejection in Injection Molding: Design Principles for Smooth Part Release
In injection molding, most engineers focus heavily on filling, packing, and cooling. However, one of the most critical stages is often overlooked: mold ejection.
A well-designed mold doesn’t just create a perfect part—it ensures that the part is released smoothly, consistently, and automatically.
Poor ejection design leads to:
Stress whitening
Part deformation
Sticking on the core
Increased cycle time
Manual intervention
In this article, we break down the key mold ejection design principles that ensure high-quality, repeatable production.
What is Mold Ejection in Injection Molding?
Mold ejection is the final stage of the injection molding cycle, where the cooled plastic part is removed from the mold using mechanical systems such as:
Ejector pins
Stripper plates
Air ejection systems
This step directly affects:
Part quality
Cycle efficiency
Tool longevity
1. Friction and Vacuum in Mold Ejection
During cooling, plastic shrinks and tightly grips the mold core, creating high friction forces.
In deep or closed geometries, an additional issue occurs: vacuum formation.
This vacuum can:
Prevent proper release
Cause part collapse
Increase ejector force requirements
Best Practice: Break the Vacuum
To improve mold release:
Use air poppets
Apply timed air blasts
Design venting paths
These methods reduce resistance before mechanical ejection begins.
2. Ejector Pin Design and Placement
Improper ejector pin layout is one of the leading causes of defects in injection molded parts.
Common Issues:
Stress whitening
Pin marks
Punch-through defects
Design Guidelines:
Place pins near high-resistance areas (ribs, bosses)
Ensure balanced force distribution
Increase contact surface area
For thin-wall parts, consider:
Stripper plates instead of pins
Full-perimeter ejection for uniform force
3. Importance of Draft Angles in Mold Design
Draft angle is essential for reducing friction during part ejection.
Without proper draft:
Parts stick to the core
Ejection force increases
Surface defects become more likely
Recommended Draft Angles:
Smooth surfaces: ≥ 0.5°
Textured surfaces: ≥ 1.5°–3°
Key Insight:More draft equals easier release and longer mold life.
4. Ejection Timing and Cooling Balance
Correct ejection timing is critical in injection molding.
Ejecting Too Early:
Part is still soft
Leads to deformation and pin marks
Ejecting Too Late:
Part shrinks tightly onto core
Requires excessive force
Increases risk of damage
Optimization Strategy:
Maintain proper cooling system design
Control mold temperature
Synchronize ejection with material properties
5. Advanced Solutions: Low-Friction Coatings
Modern molds increasingly use DLC (Diamond-Like Carbon) coatings on ejector pins.
Benefits:
Reduced friction
Improved wear resistance
Better thermal stability
Cleaner part release (no mold release spray needed)
This helps:
Shorten cycle time
Improve consistency
Reduce maintenance
Why Mold Ejection Matters for Production Efficiency
A poorly designed ejection system can:
Increase scrap rate
Require manual part removal
Slow down production
Damage tooling
A well-optimized system ensures:
Fully automatic production
Consistent part quality
Reduced downtime
Lower long-term cost
Conclusion: Design for Ejection First
In high-quality plastic injection mold design, ejection should never be an afterthought.
From ejector pin layout to draft angle optimization and air-assisted release, every detail plays a role in achieving:
Smooth part release
High production efficiency
Reliable mold performance
Looking for Reliable Injection Mold Design?
At Xinkey Mould, we specialize in:
High-performance injection molds
Optimized ejection systems
Cost-effective tooling solutions
We design every mold with efficient part release in mind, ensuring your production runs smoothly from first shot to full-scale manufacturing.
READ MORE

Why the Direct Sprue Gate is Still a Workhorse
Why the Direct Sprue Gate is Still a Workhorse
In an era of complex hot runners and valve gates, the Direct Sprue Gate (or “Large Gate”) is often viewed as an “old school” method. But don’t let its simplicity fool you—there’s a reason it remains a staple in every serious mold shop.
Why It Still Rules the Shop Floor
The core logic here is efficiency through simplicity.
Since the melt flows directly from the nozzle into the cavity—without passing through a runner system—you get almost zero pressure loss. This makes a huge difference when processing high-viscosity resins like PC or PMMA, where flow resistance is a constant challenge.
For large, deep-draw parts—such as industrial containers or heavy-duty housings—it is often the most reliable solution to eliminate short-shot issues.
Because it only requires a standard two-plate mold structure, it also helps keep:
Tooling costs low
Mold design straightforward
Manufacturing more predictable
The Reality Check: Scars and Residual Stress
Of course, every design comes with trade-offs.
The most visible downside is the gate scar—a thick, protruding stub that usually requires secondary trimming (manual cutting or CNC). This makes it unsuitable for:
High-gloss surfaces
Cosmetic “A-surfaces”
Transparent components
However, the bigger concern lies beneath the surface: thermal imbalance.
The gate area retains heat much longer than the rest of the part, which can easily lead to residual stress.
If the cooling layout isn’t well optimized:
Parts may warp
Cracking can occur during post-mold cooling
For cylindrical or tubular parts, special attention is needed for circular weld lines. Center gating can introduce hidden structural weak points that may only become apparent under load.
Engineering Specs: Getting the Dimensions Right
On the shop floor, these dimensions are never guessed—they are calculated based on material properties and machine specifications.
1. Small End Diameter (d)
This should match the machine nozzle diameter:
d = d_nozzle + (0.5 ~ 1.0) mm
Typical range: 2.5 – 4.0 mm
Too small → high injection pressure
Too large → stringing and difficult trimming
2. Sprue Taper (α)
Proper draft is critical for demolding:
PP / PE (easy-flow materials): 2° – 3°
PC (high-viscosity materials): 3° – 6°
Insufficient taper can cause the sprue to stick, increasing cycle time and risk of defects.
3. Sprue Length (L)
Design principle: the shorter, the better
Recommended: < 60 mm
Longer sprues lead to:
Increased pressure loss
More cold slug material
Reduced process efficiency
Professional Insight: The Role of Mold Flow
When performing Mold Flow analysis on direct gate designs, the focus goes beyond just filling behavior.
Key areas to monitor:
Temperature distribution
Heat concentration near the gate
Volumetric shrinkage
If excessive heat buildup is detected at the center, adjustments should be made to:
Cooling channel layout
Packing pressure profile
This helps prevent defects such as sink marks and internal stress concentration.
The Bottom Line
When should you use a direct sprue gate?
It is ideal for:
Thick-walled parts
Industrial components
Applications where aesthetics are not critical
Low-to-medium production volumes
However, for projects requiring:
High-speed automation
Minimal post-processing
Premium cosmetic finishes
It’s better to consider alternatives such as:
Sub-gates
Hot runner systems
Final Thought
At [Your Company Name], every project is evaluated individually to ensure the gate design matches the part’s performance requirements—not just what’s easiest to manufacture.
READ MORE
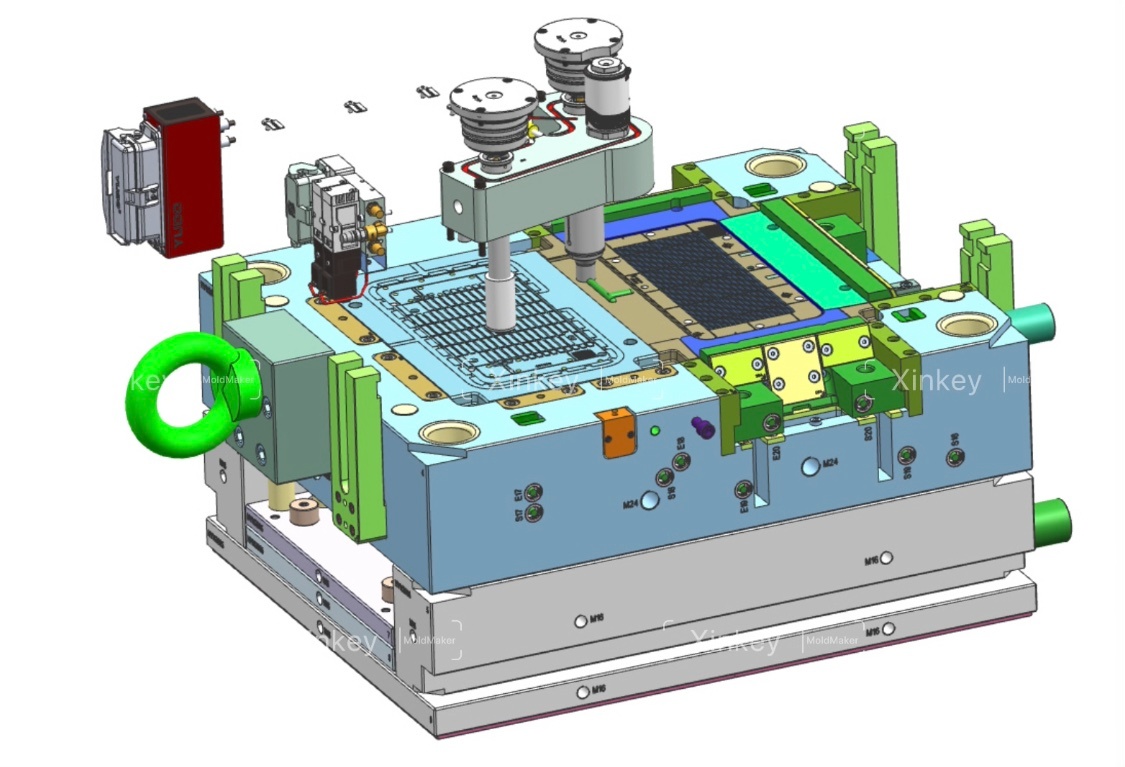
Mastering the Art of Precision: 10 Critical Pillars of High-Performance Injection Molds
Introduction
In the world of injection molding, a mold is far more than just a piece of steel. It is the heart of production. A poorly designed mold leads to endless downtime, high scrap rates, and wasted costs. At XinkeyMould, we believe that excellence is found in the details. Today, we’re taking you behind the scenes to explore the “Matrix of Excellence” that defines a high-quality mold.
1. The Foundation: Mold Flow & Steel Selection
Success begins before the first cut is made. We use advanced Mold Flow analysis to predict potential issues like warping or air traps. Combined with the right Mold Steel, we ensure that your mold isn’t just precise, but durable enough for millions of cycles.
2. Precision in Motion: Sliders, Lifters, and Ejection
https://youtu.be/hqnWm2AldiU
Complex geometries require flawless movement. Our engineering team specializes in optimized Slider and Lifter designs to handle undercuts with zero friction issues. Combined with a balanced Ejection system, we ensure parts are removed smoothly without distortion or stress marks.
3. Thermal Control: Cooling & Hot Runners
Cycle time is money. By designing intelligent Cooling channels and integrating high-performance Hot Runner systems, we minimize thermal stress and maximize production efficiency. Our goal? The fastest cycle time without compromising part integrity.
4. Eliminating Defects: Air Venting & Surface Integrity
Small details prevent big headaches. Proper Air Venting prevents burning and short shots, while meticulous attention to parting lines eliminates Flash/Burr. We treat every Flow Mark and Welding Line as a challenge to be solved through gate optimization and pressure control.
A Great Mold is a Silent Asset. It runs consistently, day and night, producing perfect parts every time. From Cavity/Core precision to the final surface finish, XinKeyMould is your partner in engineering excellence.
READ MORE




