-

-
Products
- Precision CNC Machining Parts
- CNC Part

CNC Part
Sub-Micron Precision on Demand. We provide high-speed CNC machining for both rapid prototypes and low-volume production. Utilizing our 19+ advanced CNC centers, we turn complex designs into functional metal and plastic parts with zero MOQ. Whether you need a one-off test piece or a batch of 1,000, we deliver the accuracy your project demands.
Products
Die Casting Molds
Robust Tooling for Heavy-Duty Metal Parts.
We specialize in high-pressure die casting molds for Aluminum and Zinc alloys. With 25 years of experience, we build molds that are the reliable backbone of your production, designed to withstand extreme thermal stress while delivering high-density, porous-free metal components.
Learn More
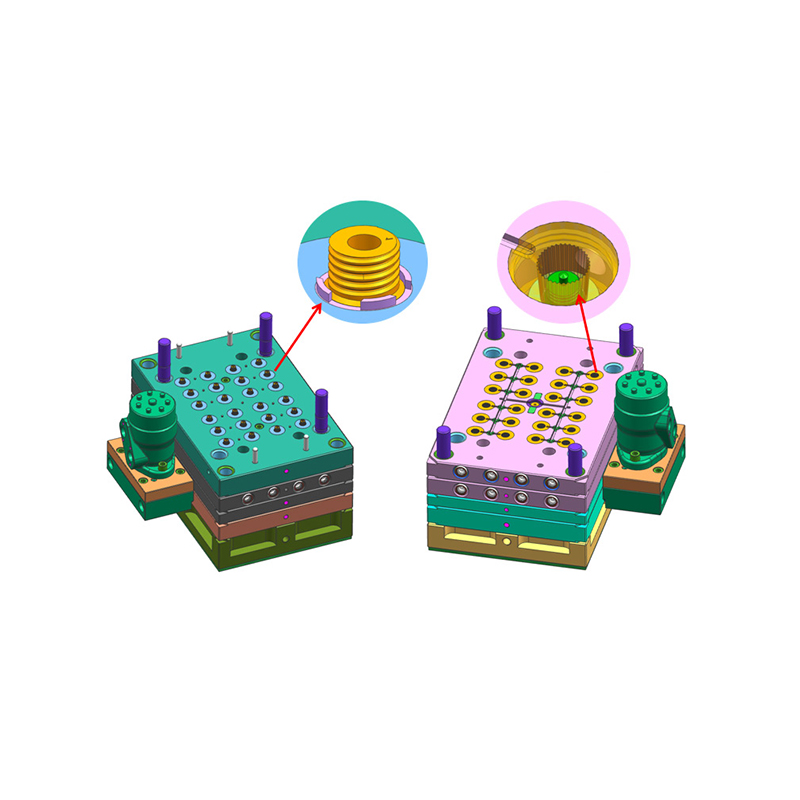
Treading Mold
High-Speed Automation for Complex Threads.
Specializing in gear-driven unscrewing systems for internal and external threads. We turn complex mechanical requirements into fast, 100% automated production lines.
Learn More

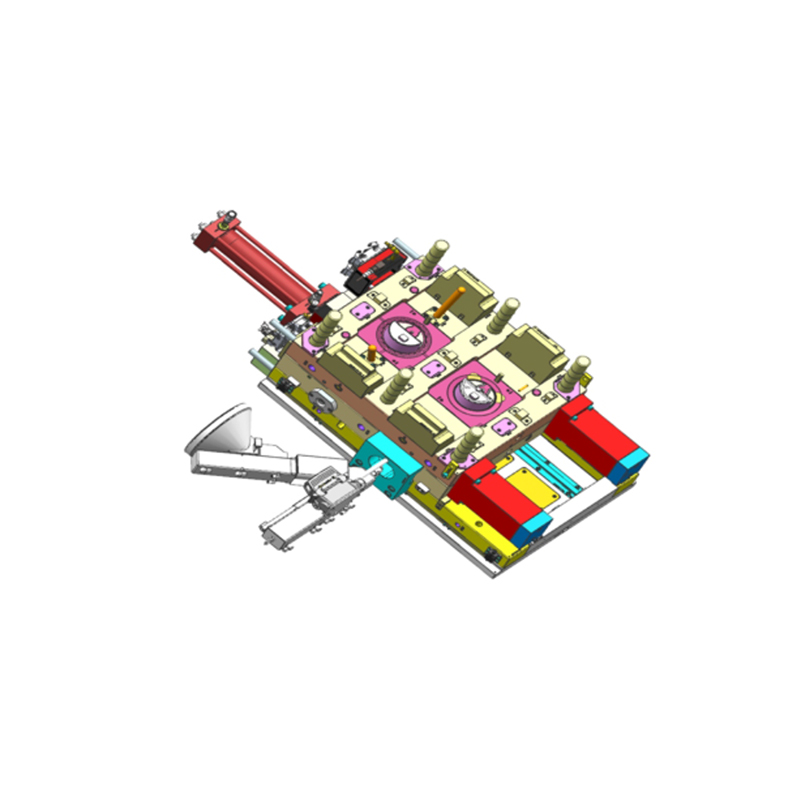
Bakelite Mold
Mastering the Heat.
Not every shop can handle Bakelite (Phenolic). With 25 years of expertise serving brands like TeFaL, we design specialized thermoset tooling that ensures extreme heat resistance and superior electrical insulation.
Learn More
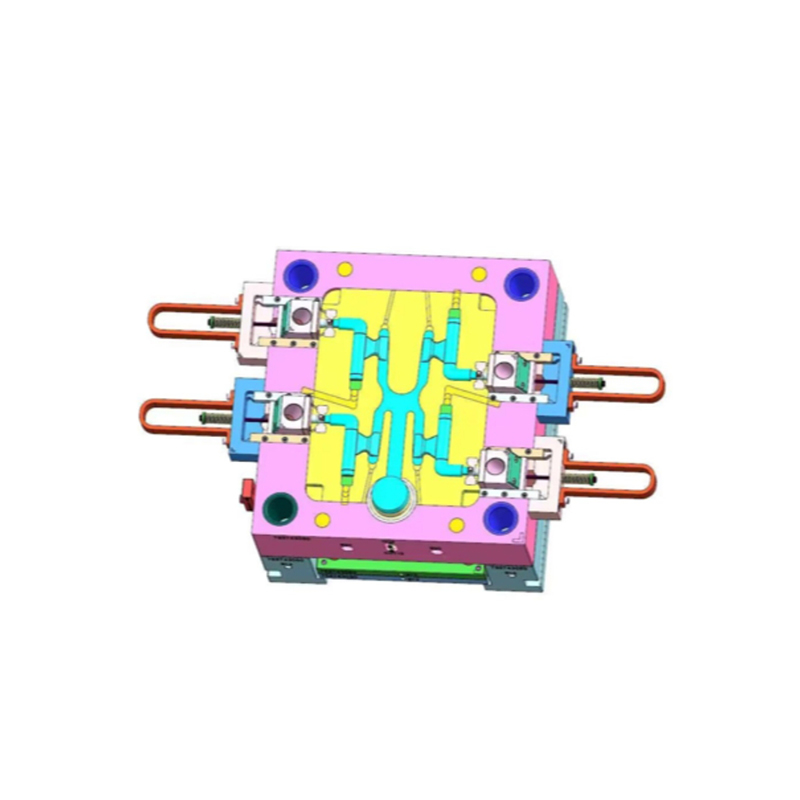
2K-Mold
The Ultimate Bi-Injection Solution.
We combine two different materials or colors into one seamless part. Our 2K technology eliminates the need for secondary assembly, saving you labor costs while delivering premium, soft-touch ergonomics.
Learn More
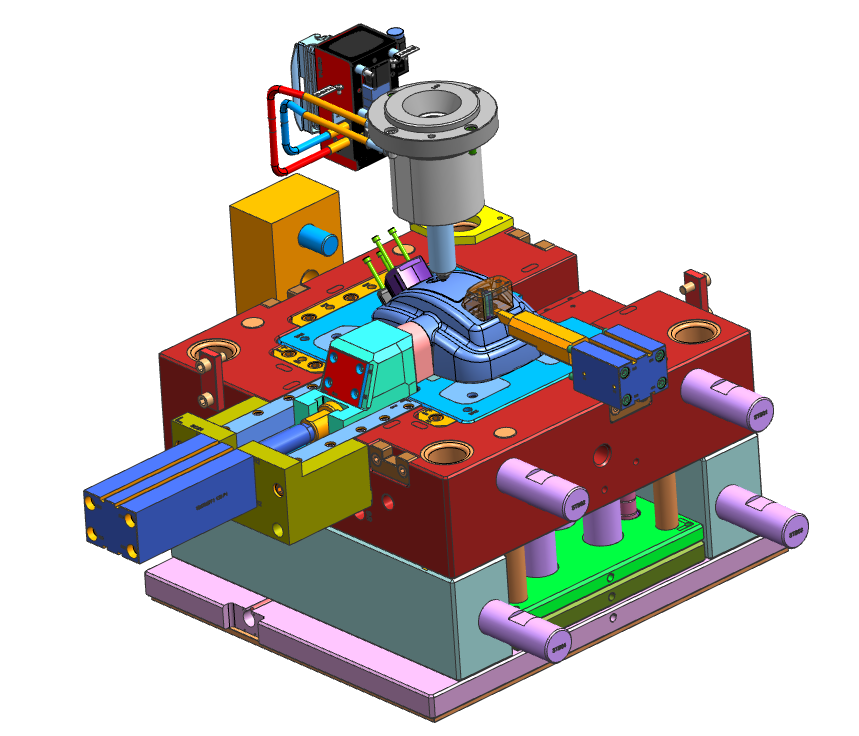
Insert Mold
The Best of Metal and Plastic.
We fuse high-strength metal inserts with versatile thermoplastics in one shot. Essential for electronics, automotive sensors, and parts requiring heavy-duty thread reinforcement.
Learn More
Latest News

- 3rd February 2026
The Engineering Secrets of High-Speed Automatic Unscrewing Molds
If you are manufacturing parts with internal or external threads—like pipe fittings, cosmetic caps, or industrial valves—you know that the “unthreading” phase is the biggest bottleneck in the injection cycle. In many standard shops, this is still done via manual unscrewing or slow, secondary operations.
At Xinkey Mould, we see threading not just as a feature, but as a mechanical puzzle to be automated. Here is why engineering an Automatic Unscrewing System is the best investment for high-volume threaded parts.
The Gear-Driven Heart: Rack and Pinion vs. Hydraulic Motors
The core of an unscrewing mold is its drive mechanism. There is no “one-size-fits-all” solution here.
Rack and Pinion: For high-speed, synchronized movements, we often design a rack-and-pinion system driven by the mold’s opening stroke. It’s purely mechanical and incredibly fast.
Hydraulic or Electric Motors: When the thread is too long or requires multiple rotations, we integrate precision motors.
The secret Xinkey has learned over 25 years? It’s the synchronization. If the core doesn’t retreat at the exact same rate as the thread pitch, you’ll strip the plastic threads before the part even leaves the mold. Our designers use 3D simulation to map this “travel-to-rotation” ratio to the micron.
Solving the “Friction” Nightmare
Threaded cores are constantly rotating against the mold cavity. This creates massive friction and heat. Standard mold shops often face “galling” (metal-on-metal seizing) after only a few thousand shots.
We solve this by choosing the right “muscle” for the mold. We use hardened H13 or S136 steel for the rotating cores, often treated with specialized low-friction coatings (like DLC). Furthermore, we design internal cooling channels inside the rotating core—a high-level engineering feat that ensures the plastic sets quickly and the threads stay crisp, shot after shot.
The ROI: Why “Cheap” Molds Cost You More
We often see clients come to us after buying a cheaper, manual unscrewing mold elsewhere. They saved $5,000 on the tool but are spending $2,000 every month on labor and scrap parts.
An automatic unscrewing mold from Xinkey might have a higher upfront cost, but it eliminates manual intervention. By shaving 5 seconds off a cycle and removing the need for a human operator, the mold usually pays for itself within the first few months of production.
The Xinkey Advantage
When you send us a 3D file for a threaded part, our 22 designers don’t just look at the shape. We look at the Pitch, the Material Shrinkage, and the Cycle Time. We build tooling that allows you to hit the “Start” button and let the machine do the work 24/7.
- 3rd February 2026
Why Bakelite Molding is the “Black Art” of the Tooling World
If you walk into a standard injection shop and ask for a Bakelite (Phenolic) mold, most will turn you down. Why? Because Bakelite is a “Thermoset” material, it plays by a completely different set of rules than standard ABS or PC.
At Xinkey, we’ve been mastering this “Black Art” for over two decades, supporting brands like TeFaL with heat-resistant components that never melt. Here is what makes Bakelite molding so difficult—and how we solve it.
It’s Not Cooling; It’s Curing
Standard plastic is about melting it, shooting it, and cooling it down. Bakelite is more like baking a cake. You have to heat the mold to trigger a chemical reaction (curing).
If your mold temperature is off by just a few degrees, the part will be “under-cooked” (brittle) or “over-baked” (burnt). We integrate specialized high-efficiency heating cartridges into our 3D designs to ensure the thermal profile is perfectly uniform across the entire cavity.
The Battle Against Outgassing
When Bakelite cures, it releases a lot of gas. If that gas gets trapped, you get “voids” or burn marks on the surface. Most shops fail here because they use standard venting.
At Xinkey, our designers engineer “aggressive venting” channels. These are microscopic gaps (sometimes just 0.01mm) that are wide enough for gas to escape but narrow enough to prevent “flash” (leaked plastic). It’s a razor-thin margin for error that requires 25 years of experience to get right.
The “Sandpaper” Effect
Bakelite is abrasive. It eats through soft steel like sandpaper. This is why we never use P20 or cheap steels for these projects. We exclusively use hardened H13 or S136 steel, often with specialized coatings, to ensure the mold can handle 500,000+ shots without the edges rounding off.
Don’t trust your high-heat projects to a shop that “thinks they can do it.” Trust a team that has lived and breathed thermoset engineering for 25 years.

- 3rd February 2026
2K Molding vs. Overmolding The Engineering Truth About Multi-Material Design
In our 25 years at Xinkey Mould, we’ve seen countless project managers get stuck on the same question: “I want a soft-touch handle with a rigid core. Do I go with 2K injection or Overmolding?”
The answer isn’t just about price; it’s about your production volume, precision requirements, and the “feel” you want for your end customer. Let’s break down the shop-floor reality of these two processes.
The Rotary Platen Advantage (2K Molding)
2K injection molding (or double-shot) is what we call “precision in motion.” It requires a specialized bi-injection machine with two separate barrels and a rotary platen.
The magic happens in one cycle. The first material is injected, the mold rotates 180 degrees, and the second material is shot directly onto the still-warm first part.
Why it’s better for high volume:Because it’s fully automated. There is no manual labor involved in transferring parts.
The “Flash” Factor:In 2K, the seal between the two materials is controlled by the machine’s rotation and sub-micron mold alignment. You get a crisp, clean line between colors that simply isn’t possible with manual overmolding.
The Manual Bridge (Overmolding)
Overmolding is a two-stage process. You mold the “substrate” (the hard part) first, let it cool, and then place it into a second mold to receive the soft “skin.”
When to choose it:If you are running 5,000 units instead of 500,000, Overmolding is your friend. The tooling cost is significantly lower because you don’t need the complex rotary mechanism or an expensive 2K press.
The Bonding Risk:This is where most shops fail. Because the first part is cold when the second material hits it, you rely heavily on “mechanical interlocks” (physical ribs or holes) to keep the materials from peeling apart. At Xinkey, our designers analyze the chemical compatibility of your resins to ensure they don’t just “touch,” but actually bond.
The Xinkey Verdict
If you’re building a Tier-1 automotive part or a high-end tech gadget where the “click” and “feel” are everything, go 2K. If you’re testing the market or building a rugged industrial tool handle where cost is the main driver, Overmolding is likely the smarter path.
Our Service

Moldflow Analysis Report
As the part We use the software MF(MPI) to analyse the filling, pressure as well as the deformation. We imitate the filling process to find out what will probably happen when in molding process,
The ABS/PC Glass Fiber Filled material is chosen as one of the similar onesin the software material list since there is no the same material of ABS/PC Glass Fiber Filled in it.
It may be a little bit different between the analysis report and the actual result, but the trend could be the same.
Learn More

Scaling Production with High-Efficiency 750T Pail Molds
The goal was to reduce the cycle time for a 20L heavy-duty industrial pail. By utilizing our 750T press capacity and optimizing the mold’s cooling geometry, we were able to shave 15% off the standard cycle time. This high-speed thin-wall solution allowed the client to significantly increase their daily output while ensuring every pail remained stackable and leak-proof.
Learn More

Rapid Prototyping & Low-Volume Machining (±0.005mm)
When a millimeter is a mile, our 19+ advanced CNC centers deliver the precision you demand. We provide a bridge between your initial concept and mass production through high-speed milling, turning, and EDM. Whether it’s a one-off functional prototype in 3-5 days or a low-volume production run with zero MOQ, we hold tolerances as tight as ±0.005mm. We work with over 50+ industrial-grade metals and plastics, ensuring that your parts snap together perfectly without gaps, flashes, or the need for expensive rework.
Learn More

Design for Manufacturing (DFM): Intelligence Before Production
The most expensive mistakes are the ones made on paper. Our team of 22 in-house designers acts as your dedicated manufacturing backend, performing a deep-dive audit on every CAD file. We provide complimentary DFM analysis and Moldflow simulations to catch air traps, shrinkage, and warping before we ever touch the steel. We optimize your designs for manufacturing efficiency—reducing cycle times and eliminating production risks upfront. At Xinkey, we do the heavy thinking early so that your transition from 3D drawing to finished part is smooth, fast, and cost-effective.
Learn More

High-Performance Mold Making: Built for Scalable Production
We don’t just “cut steel”—we build long-term production assets. With over 25 years of shop-floor experience, Xinkey specializes in the design and fabrication of complex, high-durability molds. Whether you need a standard Plastic Injection Mold, a heavy-duty Die Casting Tool, or specialized systems like Automatic Unscrewing (Threading) and 2K Bi-injection, we ensure your tooling is “production-ready” from the very first shot. We build our molds to withstand millions of cycles, maintaining sub-micron accuracy and consistent quality across the entire life of your project.
Learn More



Contact Us